Cерийный номер: RVT90-2
Место происхождения: Аньхой, Китай
Фирменное наименование: FABMAX
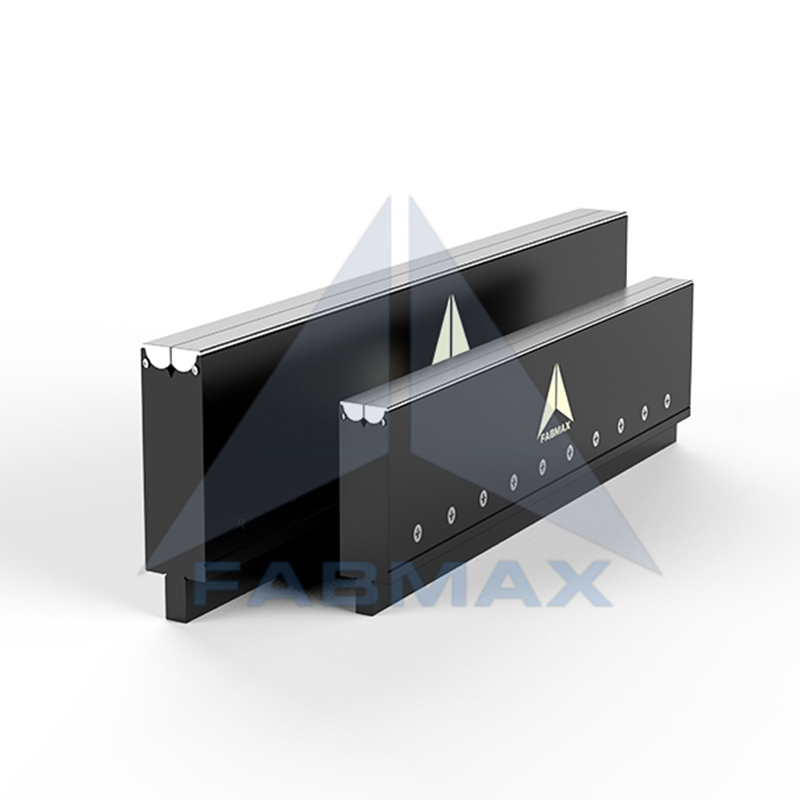
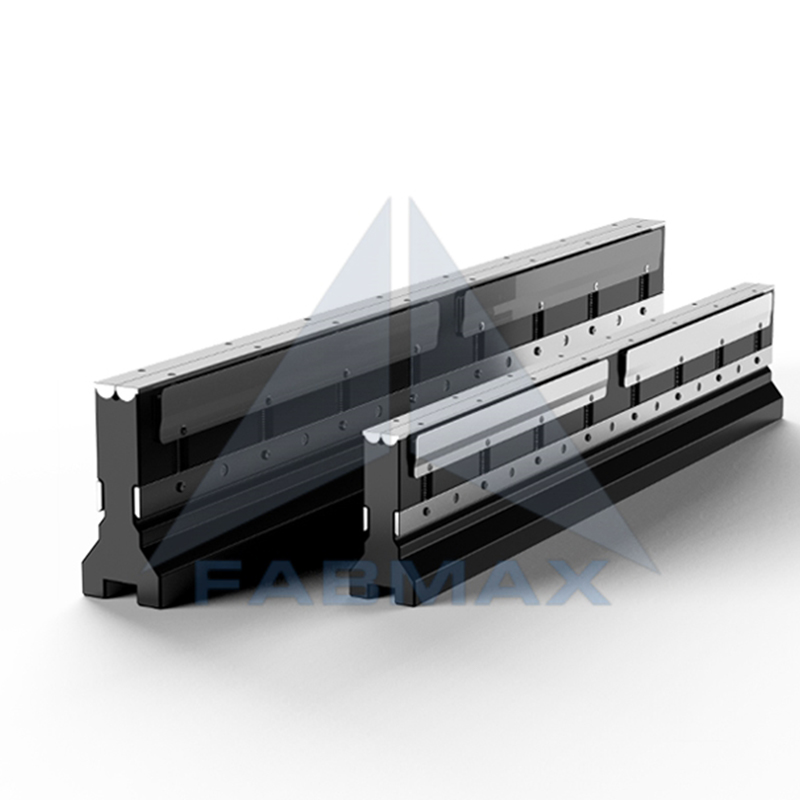
Название продукта: Гибочный без формы для вдавливания
Гарантия: 2 года
HRC: 47°±2°
Материал: 42CrMo
Цвет: Металлик
Допуск: 0,02 мм
Минимальное количество для заказа: 1 комплект
Длина: 500 мм
Свяжитесь с нами
Инструменты типа Rolla-V обладают рядом преимуществ среди гибочных станков, что делает их ценным инструментом для гибки изогнутых или цилиндрических деталей из листового металла:
Равномерно изогнутый
Многосторонность
Уменьшите деформацию материала
Улучшенная отделка
Повышение производительности труда
Экономия средств
В целом, инструменты Rolla-V обладают значительными преимуществами при изготовлении пресс-форм для гибочных станков, позволяя производителям эффективно и точно изготавливать высококачественные криволинейные и цилиндрические детали.Его универсальность, однородность и способность уменьшать деформацию материала делают его ценным инструментом для различных применений при гибке в различных отраслях промышленности.
Recommended bottom tool opening V for air bending
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 | |
| Lead time (days) | 10 | 25 | To be negotiated | |
Гибочный станок является одним из наиболее часто используемых видов оборудования для производства листового металла и играет важную роль в отделке помещений, автомобилестроении, производстве электроприборов и других отраслях промышленности.Однако в процессе гибки, на который влияют такие факторы, как форма и давление при изгибе, на сложенном листе часто образуются вмятины, особенно на листах из алюминия и нержавеющей стали.Эти углубления могут серьезно повлиять на внешний вид изделия.Чтобы избежать или уменьшить эти вмятины, многие производители предпочитают проводить вторичную обработку, повторно полировать лист после сгибания или окрашивать его.Некоторые производители покрывают лист перед сгибанием, чтобы избежать образования складок.Однако эти операции не только отнимают много времени и трудоемки, но и дают небольшой эффект.
Изобретение откидной формы без вдавливания эффективно решило эту проблему.
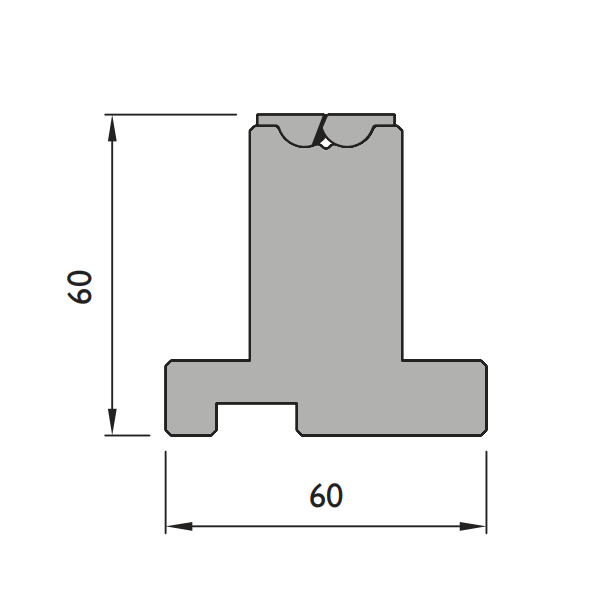
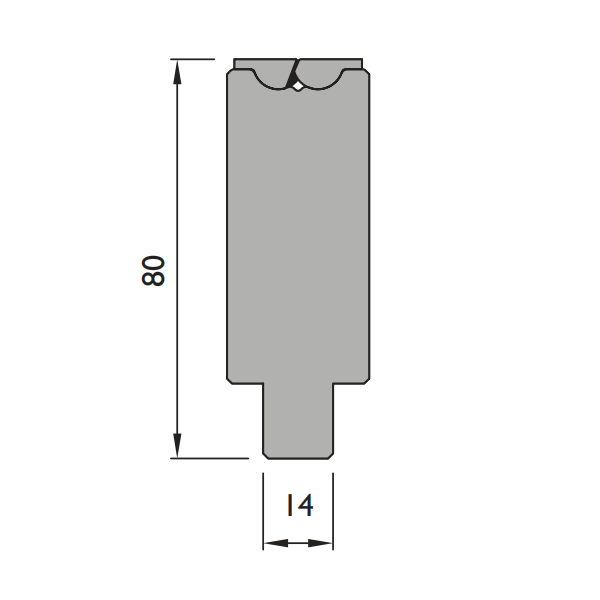
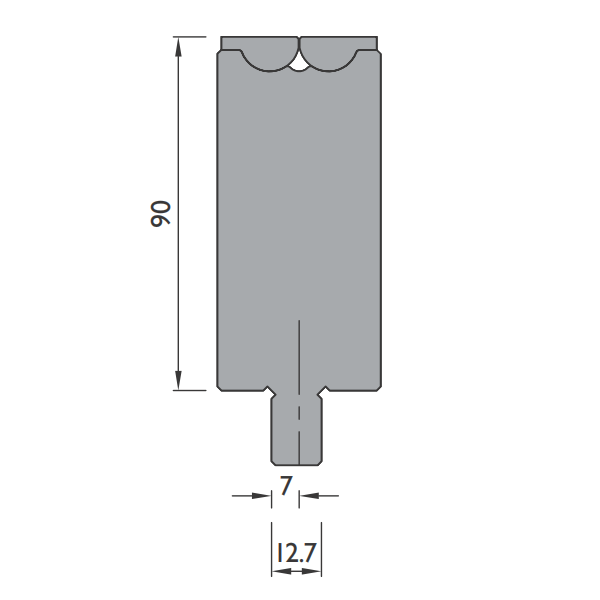
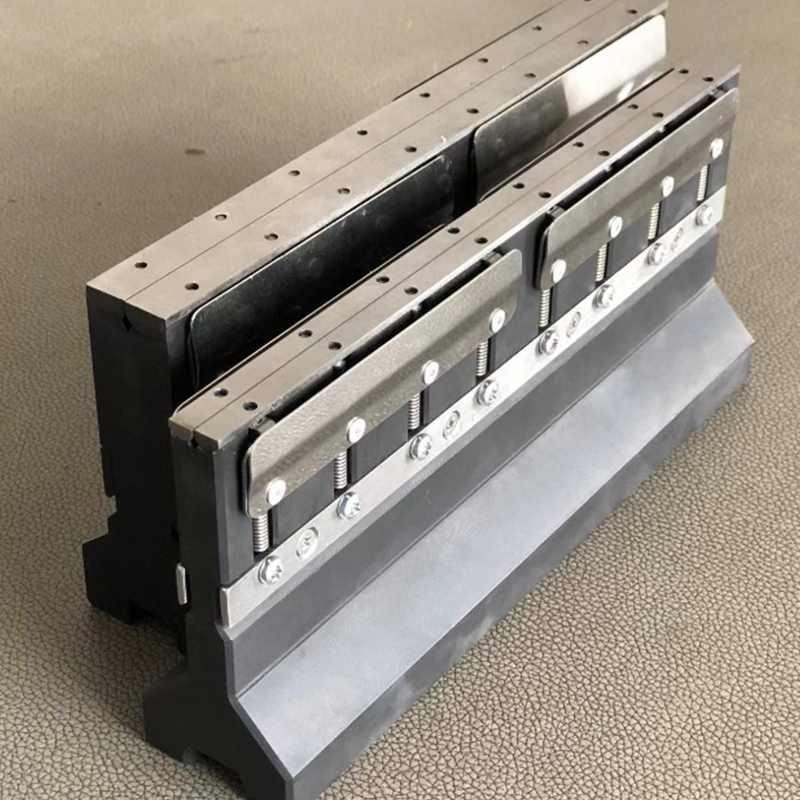
Конструкция вращающейся формы без вдавливания. В процессе вдавливания заготовки в нижний корпус формы верхней формой вращающаяся заслонка вращается в нижнем корпусе формы благодаря контакту между заготовкой и плоскостью вращающейся заслонки. Заготовка не скользит относительно нижней части корпуса формы. к вращающейся заслонке в течение всего процесса гибки.В то же время поверхностный контакт между заготовкой и вращающейся заслонкой устраняет вмятины и царапины на поверхности заготовки в результате экструзии и эффективно улучшает качество внешнего вида и точность заготовки.
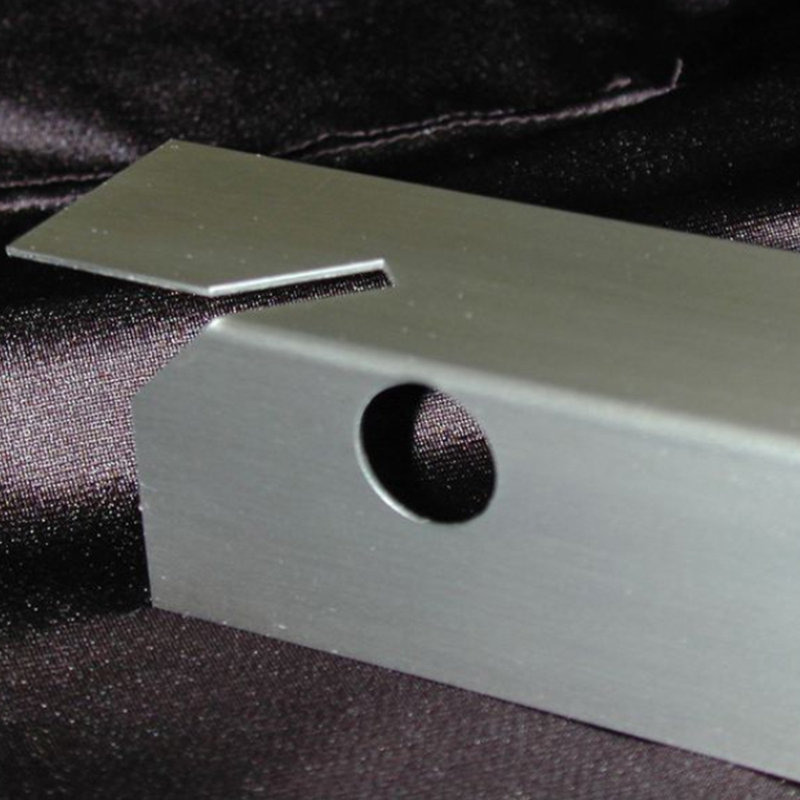
▼ Высокоточное шлифование
▼ Избегайте традиционных следов изгиба.
▼ Отсутствие перекрестного загрязнения материалов инструмента
▼ Наклонитесь поближе к отверстию и сделайте надрез
▼ Меньшая замена инструмента
▼ Согните лазер, чтобы разрезать лист, не повредив инструмент.
▼ Идеально подходит для радиусной гибки
▼ Точный внутренний радиус
▼ Регулируемый размер ролика-V
▼ Очень подходит для зауженных или волнистых краев
▼ Можно сгибать материалы толщиной до 30 мм
(В зависимости от выбранной модели)
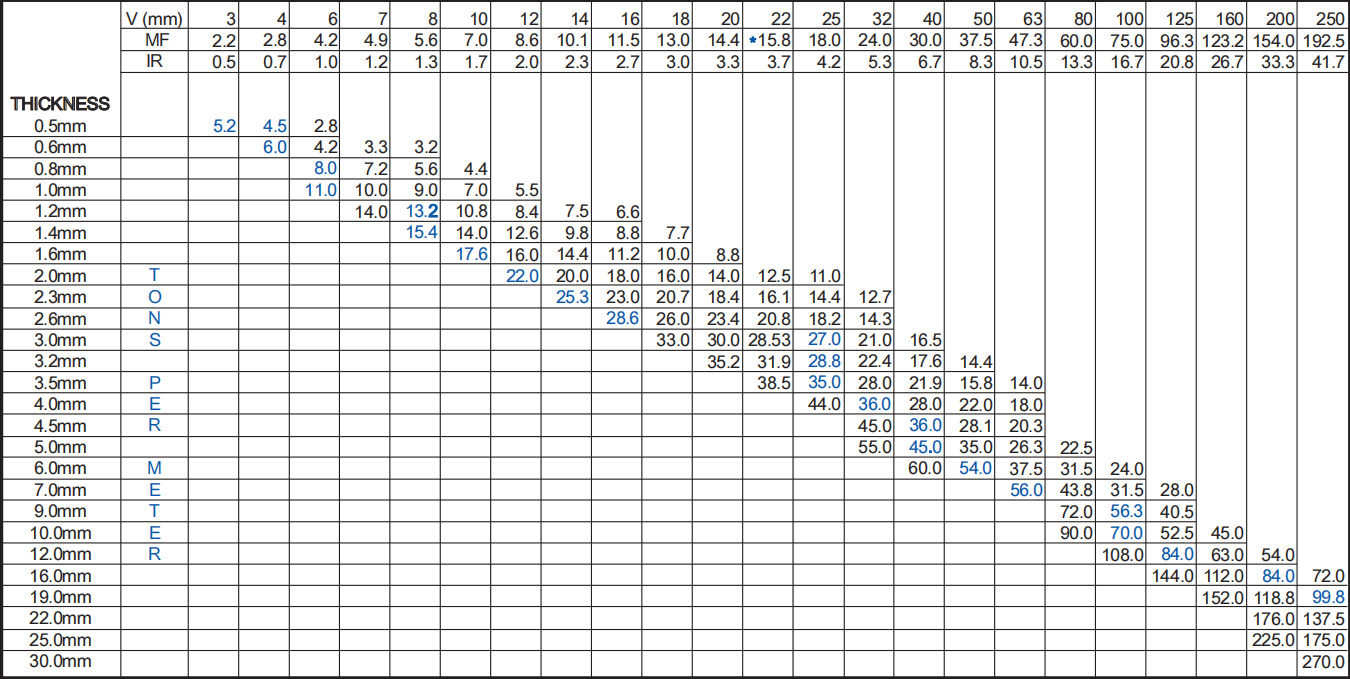
Требуемое усилие прессования при воздушной гибке на 90°, усилие в тоннах/метрах.
В таблицах ниже указан соответствующий тоннаж для воздушной гибки мягкой стали.
Усилие гибки для других металлов:
| Мягкий алюминий | Тонн на единицу длины x 50% |
| Алюминиевые сплавы термообработанные | Тонн на единицу длины x 100% |
| Нержавеющая сталь | Тонн на единицу длины x 150% |
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 |
| Lead time (days) | 10 | 25 | To be negotiated |
Заказ:
Минимальный заказ составляет 20,00 долл. США.
Специальные заказы:
Все специальные заказы не подлежат отмене, возврату и возмещению.
Условия оплаты:
Срок действия — 10 дней. Цены по каталогу могут быть изменены без предварительного уведомления.
Фрахт:
Заказы отправляются на условиях FOB с нашего производственного предприятия. (Международные перевозки осуществляются по правилам Инкотермс: Ex Works).
Отмена заказа:
В случае отмены заказа будет взиматься дополнительная плата для покрытия расходов на рабочую силу и материалы.
Возвращаемые материалы:
Ко всем продуктам, возвращаемым в счет погашения задолженности, будет применяться сбор за обработку/пополнение запасов. Номер разрешения на возврат и инструкции по доставке должны быть получены заранее, прежде чем товар можно будет вернуть.
Претензии:
Все претензии или претензии по нехватке продукта должны быть поданы в течение 30 дней с даты выставления счета.