2025-01-22

Когда дело доходит до изготовления металлических изделий на заказ, методы составления смет зачастую определяют клиентскую базу. Типичная мастерская, доход которой превышает, скажем, 10 миллионов долларов в год, обычно имеет несколько крупных заказчиков с регулярными заказами, приносящими значительный объем выручки. Помимо этого, существует длинный список мелкосерийных заказов, которые команда продаж стремится превратить в крупные и более прибыльные контракты. Увеличение объемов упрощает производство. Возможно, для крупного клиента создается выделенная многофункциональная ячейка или даже целый производственный поток.
Один из факторов, который усложняет управление таким клиентским портфелем с высоким уровнем концентрации доходов, характерным для многих мастерских, — это составление смет. Каждый заказ требует сметы, и масштабировать этот процесс непросто. Создание и подача заявки может занять часы или дни, особенно если работа включает сложные маршруты и последующие процессы, такие как сварка и сборка. Гарантий на выигрыш тендера нет.
Это делает выбор работы в небольшом масштабе естественным решением для многих мастерских, которые хотят сосредоточиться исключительно на мелкосерийных и прототипных заказах. Для того чтобы действительно масштабировать такую операцию, процесс составления смет должен эволюционировать. В листовом металлообрабатывающем подразделении Protolabs вблизи Нэшуа, штат Нью-Гэмпшир, эта эволюция уже активно идет.
Почему масштабировать процесс составления смет сложно
Данные недавних опросов ассоциации производителей и металлообработчиков (Fabricators and Manufacturers Association) показывают, что среднее время подготовки сметы составляет три дня, а уровень выигрыша тендеров — около 30%. Конечно, эти средние показатели основаны на широком диапазоне ответов от разнообразных металлообрабатывающих предприятий, но факт остается фактом: составление смет для любого заказа остается своего рода азартной игрой.
Иногда инженеры по продажам оценивают только те заказы, которые легко подготовить или которые находятся в пределах их специализации, например для конкретной продуктовой линейки или отрасли. Это создает фокусировку и зачастую помогает формировать группу крупных клиентов, что позволяет компании масштабироваться.
Но что, если компания хочет специализироваться на мелкосерийном производстве? Инженеры могут быстро готовить сметы для широкого спектра заказов, применяя подход "где-то выиграем, где-то проиграем". Некоторые заказы могут быть выполнены быстро, в то время как другие натолкнутся на значительные трудности и окажутся убыточными. В мире мелких объемов это воспринимается как неизбежные издержки. Быстрая реакция имеет решающее значение. Смета может быть тщательно подготовлена и невероятно точна, но если она подана слишком поздно, конкурент может уже выиграть заказ, и вся проделанная работа окажется напрасной.
Среда составления смет начинает меняться. Системы управления ресурсами предприятия (ERP) и специализированное программное обеспечение для составления смет значительно упростили процесс. Появились сервисы моментального составления смет на резку и гибку, с веб-порталами для клиентов и прозрачностью, сравнимой с покупками на Amazon.
Подход Protolabs, в частности, демонстрирует, как автоматизация составления смет может быть внедрена в разнообразную производственную среду, где выполняются резка, гибка, сварка, порошковое покрытие и сборка. Это можно назвать гибридной автоматизацией смет с использованием программного обеспечения для клиентов и поддержкой со стороны оценщиков.
Максимально эффективное использование талантов
Предприятия по изготовлению изделий на заказ и подрядные производители инвестируют в технологии не только для увеличения производительности, но и для наиболее эффективного использования талантов. Последнее, чего хочет компания, — это чтобы ее лучшие операторы гибочных станков или сварщики тратили дни на выполнение однотипных простых задач.
На заводе Protolabs в Нью-Гэмпшире, ориентированном на мелкосерийное производство, такая проблема не возникает. Опытные сварщики и операторы станков часто работают с несколькими заказами в день, поэтому монотонность обычно не становится проблемой.
Завод разделен на два потока. Один из них состоит из многофункциональных ячеек, предназначенных для выполнения простых заказов, а другой — для сложных работ, таких как крупные и неудобные детали, листовой металл с многочисленными формами и строгими допусками и так далее. Такое разделение позволяет максимизировать производительность и избежать "заторов", когда сложные работы задерживают выполнение более простых задач.
Эта организация работы также помогает эффективно использовать таланты. В потоке для сложных заказов специалисты выполняют резку, гибку и сварку сложных деталей. В потоке для простых задач кросс-функциональные сотрудники занимаются управлением потоком, организацией рабочих процессов и оптимизацией настроек.
Наука о листовом металле
Листовая металлообработка Protolabs давно связана с программным обеспечением. Завод был основан в 2001 году как Rapid Manufacturing, а в декабре 2017 года был приобретен Protolabs, миннесотским производителем, специализирующимся на прототипировании и мелкосерийном производстве с использованием различных производственных процессов.
В последние годы компания Protolabs разработала автоматизированные возможности проектирования для производственных нужд (DFM) для своих операций по литью под давлением, 3D-печати и механической обработке в Миннесоте. Клиенты загружают цифровые файлы онлайн, просматривают и изменяют 3D-изображение детали и почти мгновенно получают анализ производственных возможностей, включая 3D-анимацию, выделяющую проблемные зоны. Самое главное — анализ DFM предлагает решение. Клиент может принять эти изменения и оформить заказ или обратиться к менеджеру для обсуждения вариантов.
В декабре 2023 года подразделение Protolabs по обработке листового металла в Нью-Гэмпшире запустило нечто подобное. Проект берет начало от программного обеспечения под названием eRapid, которое использовалось на заводе в Нэшуа до приобретения компании Protolabs.
«Эта новая система — совершенно другое решение по сравнению с eRapid, — сказал Крис Личфилд, оценщик завода Protolabs в Нью-Гэмпшире. — Она работает схожим образом, но захватывает намного больше информации и способна выявлять гораздо больше проблем».
Сегодня, если кто-то загружает чертеж детали из листового металла с традиционными изгибами, система выделяет определенные проблемы с производственностью, которые могут быть очевидны для тех, кто ежедневно работает с листовым металлом, но не обязательно понятны закупщикам клиента.
«Для многих людей листовой металл может казаться скорее искусством, чем наукой, — сказал Личфилд».
Программное обеспечение развенчивает этот миф и показывает клиентам научный подход. Клиенты загружают 3D-файл, видят его на экране, выбирают марку и толщину материала, а затем получают анализ производственных возможностей. Если отверстие расположено слишком близко к линии изгиба, программа указывает на проблему. Если корпус не имеет угловых зазоров, программа отмечает это и предлагает их добавить. Если радиус изгиба невозможен с использованием текущего оборудования, программа предлагает альтернативный радиус. Если размещение оборудования вызовет трудности, программа также предупреждает об этом и иногда предлагает другой подход.
Смета и анализ DFM для простой скобы могут быть полностью автоматизированы и готовы за считанные секунды. Заказ, например, на 30 различных деталей для резки и гибки может занять немного больше времени. Более сложная работа, которая включает множество процессов, таких как сварка и сборка, будет отмечена и направлена оценщику.
Программное обеспечение помогает ускорить ручную работу по составлению смет, которая все еще остается, и которая, по словам Личфилда, может занимать от 15 минут до более четырех часов, в зависимости от сложности работы.
«Раньше каждый заказ, на который мы готовили смету, обрабатывался вручную, будь то плоская деталь или сборка из 25 элементов, — сказал Личфилд».
Это означало, что оценщики проводили большую часть своего дня за выполнением простых, монотонных задач — перемещали отверстия, добавляли сварочные выемки, меняли радиусы. Они также должны были сообщать клиентам обо всех изменениях с каждым запросом. Время, потраченное на все это, отвлекало от более сложных задач оценки.
Программное обеспечение DFM для листового металла изменило не только клиентский опыт, но и рабочий день оценщика. Монотонные задачи автоматизированы, и каждое изменение, даже самое незначительное, автоматически передается клиенту через веб-интерфейс. Если, например, радиус невозможен с использованием имеющегося оборудования, программа предложит новый радиус, который клиент может одобрить или отклонить. Если решение не найдено, заказ отправляется оценщику.
«Большинство клиентов могут согласиться на альтернативный радиус, — сказал Личфилд. — Но для тех одного из ста клиентов, которым нужен конкретный радиус, мы хотим сообщить об этом заранее, чтобы решить проблему».
Таким образом, оценщики тратят свое время на более сложные задачи — так называемые «исключения». Они также работают с заказами, где отсутствует 3D-модель. «Мы все еще не нашли способа, чтобы компьютер мог читать чертеж, особенно тот, который представлен в формате PDF, — отметил Личфилд».
Эти чертежи часто содержат информацию о сборке и сварке, которые невозможно автоматизировать при составлении смет. Однако, как добавил Личфилд, даже для простых деталей, где доступны 3D-модели, Protolabs позволяет клиентам загружать чертежи. Хотя они могут не использоваться для оценки, PDF-файлы доступны для рабочих для справки.
«На чертежах содержится так много информации о покрытиях, конкретных типах материалов и других деталях, — сказал Личфилд. — Для нас было бы нецелесообразно отказываться от них».
Оценщики также помогают в обработке некоторых заказов на уровне массового производства. «Когда мы получаем запрос на массовое производство деталей, этот заказ представляется нашей производственной команде, — сказал Личфилд. — Руководство оценивает возможности завода и сроки выполнения, чтобы решить, можем ли мы взять такой заказ. В большинстве случаев мы придерживаемся нашей специализации — прототипов и мелкосерийного производства».
На момент написания статьи Protolabs продолжает мониторинг и совершенствование своего программного обеспечения DFM для листового металла.
«Оно никогда не будет на 100% идеальным, — сказал Личфилд. — Это связано с природой нашей задачи. Но мы надеемся максимально приблизить его к совершенству».
Личфилд не видит будущего, где функция оценки будет полностью автоматизирована. Многие клиенты ценят личные отношения. Основное внимание уделяется тому, чтобы сделать рабочий день оценщиков более интересным. Компания не хочет, чтобы высококвалифицированные специалисты бесцельно щелкали мышкой на 3D-моделях, меняя расположение отверстий или радиусов. Они хотят, чтобы оценщики предлагали нестандартные подходы к сложным задачам — от объединенного дизайна, исключающего сварку, до сложных функций, которые можно было бы изготовить по-другому, возможно, с использованием альтернативного материала или процесса.
Этот гибридный подход к автоматизации составления смет, где программное обеспечение для клиентов дополняется ручной оценкой, может стать способом для мелкосерийного производителя расти новыми способами, что в свою очередь может стимулировать разработку будущих технологий — станков и программного обеспечения, на производстве и в офисе — которые позволят обрабатывать тысячи индивидуальных, разовых заказов на массовом уровне.
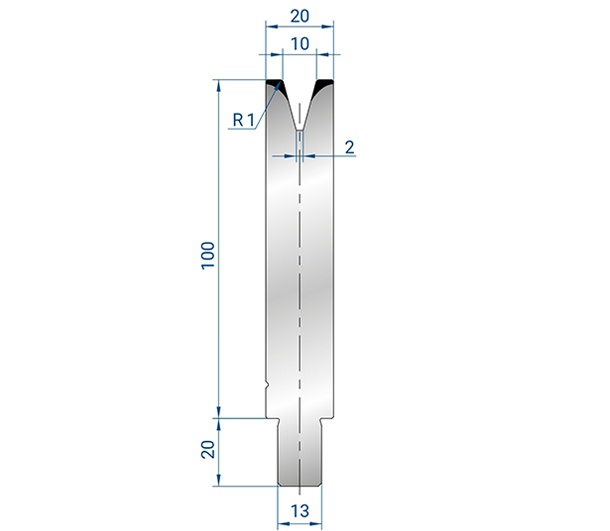
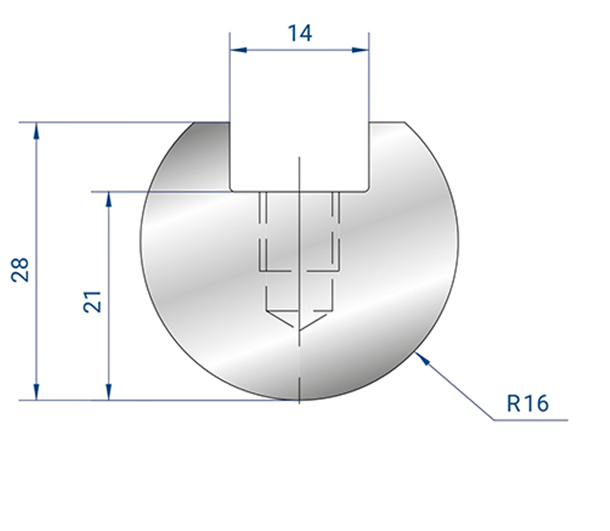
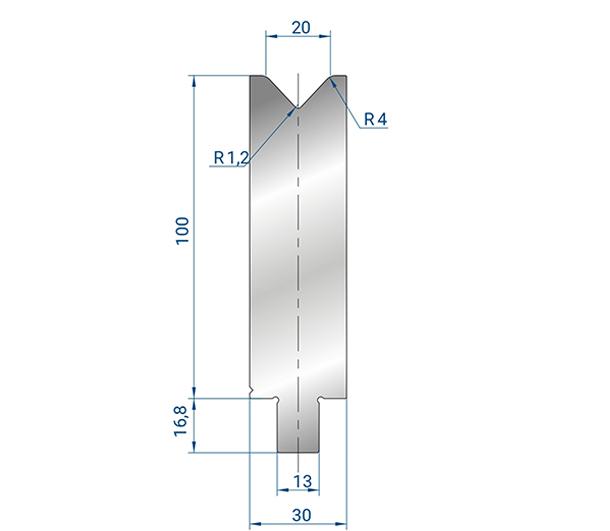
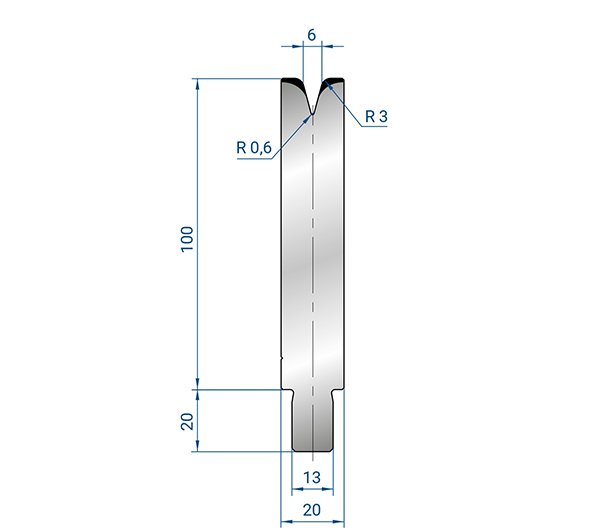
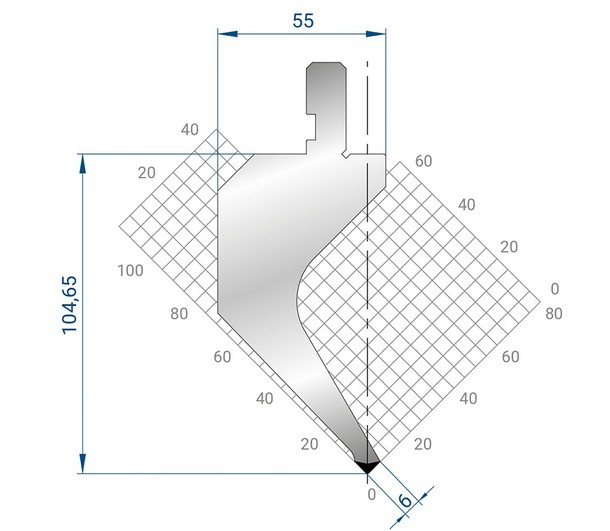
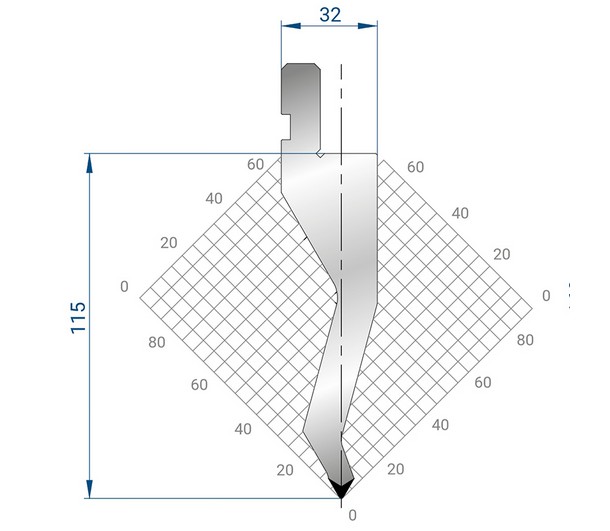
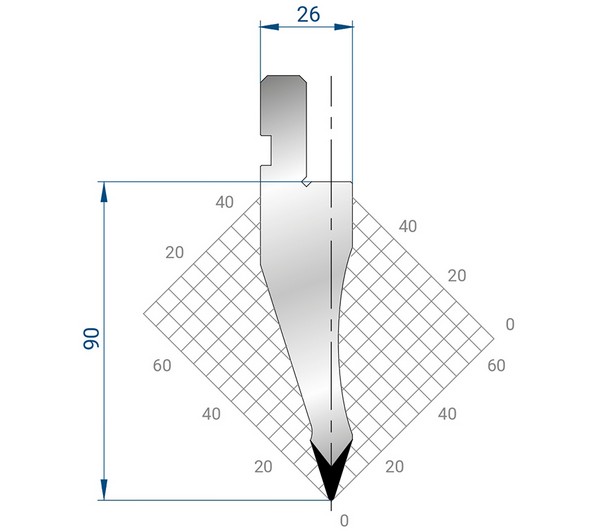
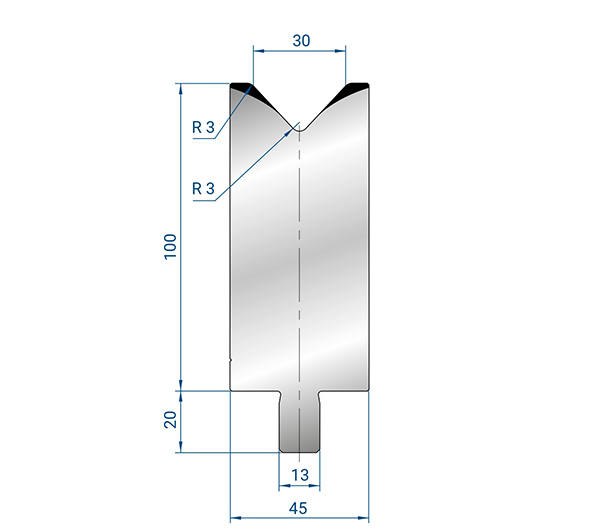
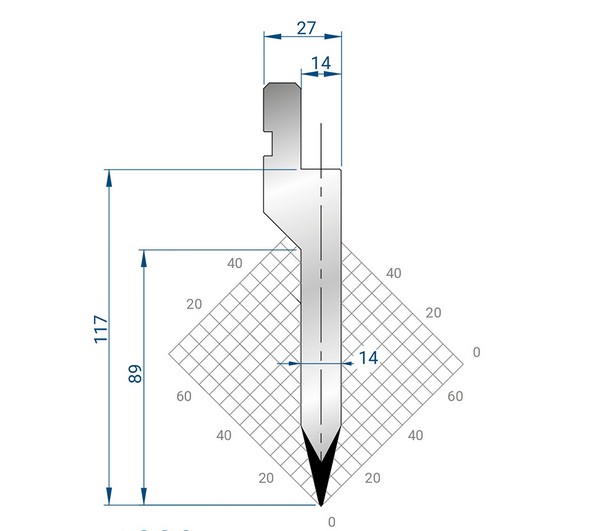
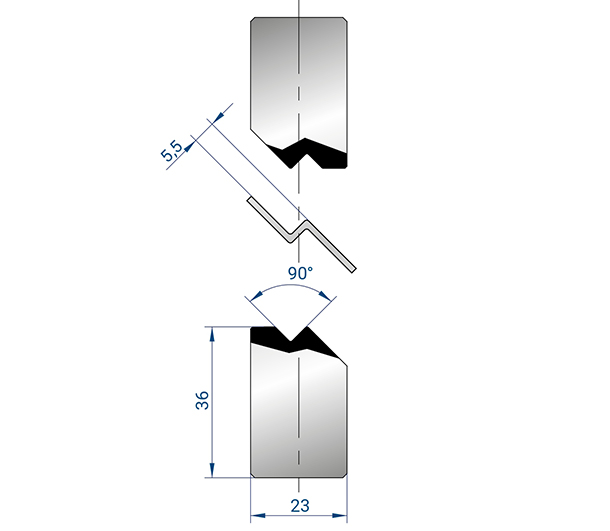
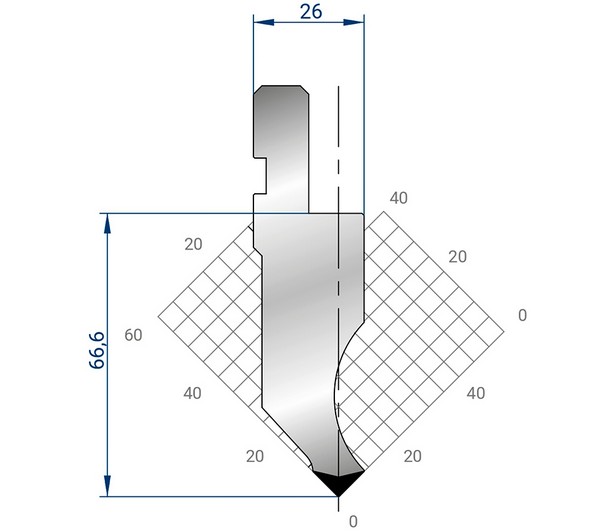
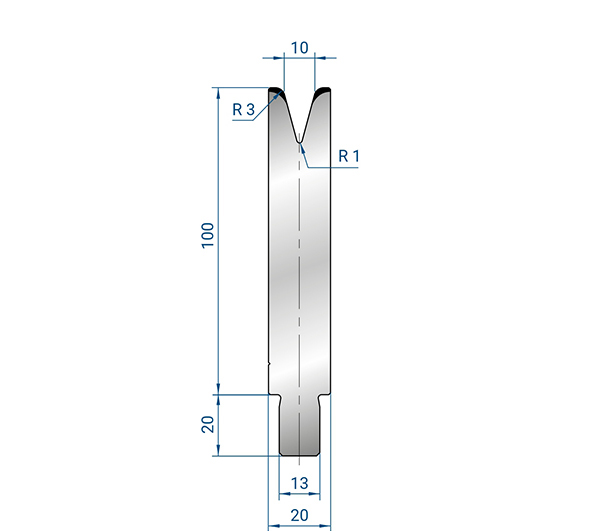
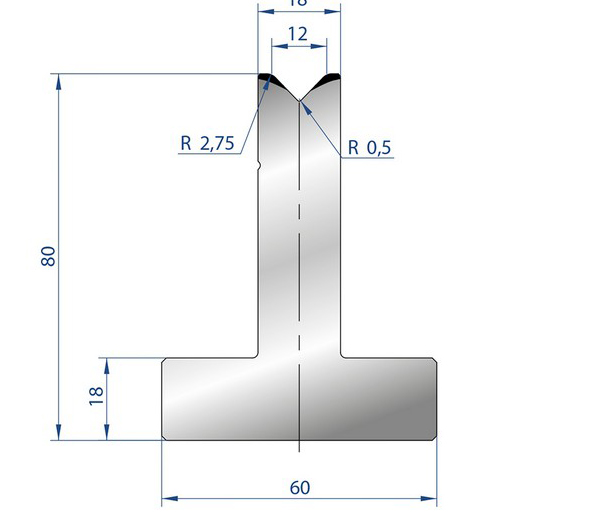
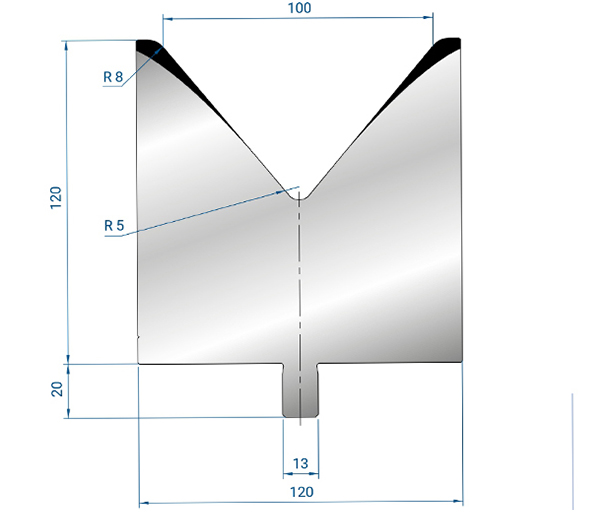
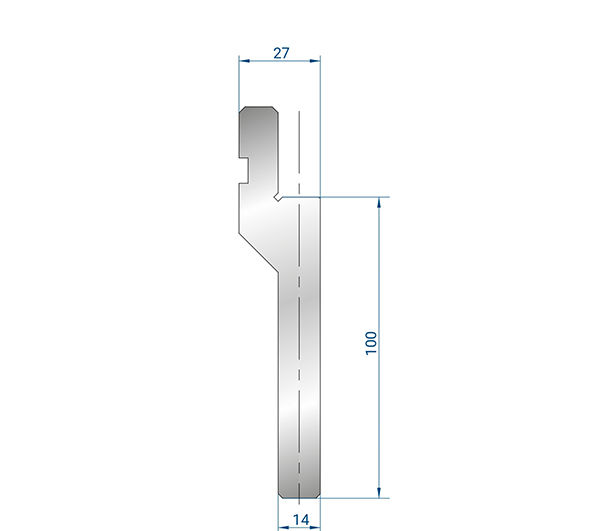
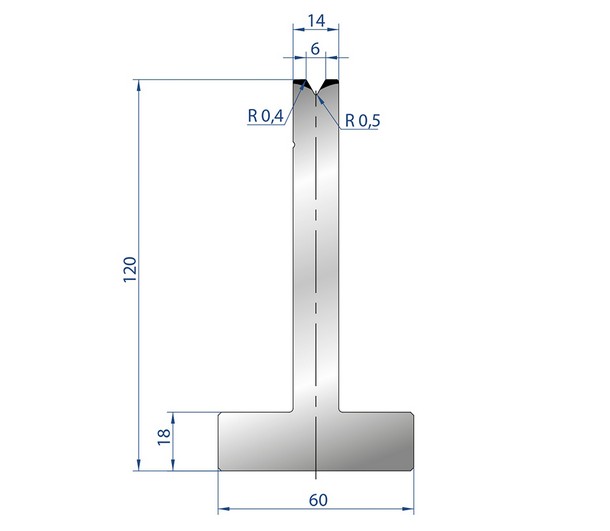
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/press-brake-controllers-and-the-bend-deduction-of-sheet-metal