2024-11-08

В прошлом месяце читатель задал вопрос о некоторых из основ выбора пунша и умереть. Он отправил изображение расщепленной кости, показанное на рисунке 1. Его операция была на грани, в течение многих лет, и, возможно, в некоторых случаях.
Читатель надеялся ввести гибку воздуха в пресс-тормоз департамента-приветственный шаг, учитывая, насколько оскорбительным может быть буттинг и кожух инструментов и оборудования.
Ситуация напоминает мне о Том, что скейт "Saturday Night Live" с кристофером уокеном рассказывает уиллу ферреллу в его группе: "мне нужно больше ковбела!" Члены группы уставились, ошеломленные. "Угадай что?" Уокен продолжает: "у меня лихорадка, и единственный рецепт... это больше колокольчик!" Феррелл все сильнее и сильнее бьет колокольчик, топит все остальное.
Отбивание деталей и злоупотребление инструментами до тех пор, пока они не будут выглядеть так, как на рисунке 1, это как отбивание колокола. Люди так хорошо знают свою работу, что игнорируют тот факт, что они все больше и больше подталкивают машины и инструменты, чтобы заставить их работать. (" мне нужно больше ковбела! ") очень скоро это совсем не сработает.
Переход к магии воздуха требует трех шагов. Во-первых, определите радиус, который необходимо сформировать в типах материала и толщине. Во-вторых, выберите умирает и удары, чтобы достичь этих радиусов. И в-третьих, убедитесь, что ваши тормоза не были необратимо повреждены после многих лет отбивания и, ну, дать ему больше колокольчиков.
Основы применения метода
Различение до дна и скручивание — это два разных метода гибки. Для бутилирования требуется расстояние между ударом и углом смерти. Бутование происходит, когда радиус удара прикреплен к внутреннему радиусу детали, и когда ОЗУ продолжает оказывать давление, угол изгиба должен соответствовать углу V-die 90 градусов.
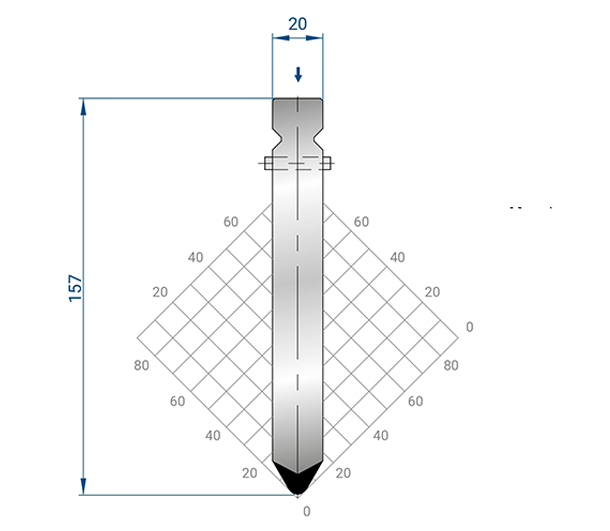
При бутилировании радиус носа пунша должен соответствовать радиусу, которого вы в конечном итоге достигаете (хотя спрингбек все еще играет определенную роль; Подробнее об этом см. в разделе "The hows and whys of springback and springforward, архив на сайте fabricator.com), а угол поворота die определяет угол наклона, обычно 90 градусов.
Изгиб вдавливает нос в материал, проникая через нейтральную ось. Технически, любой радиус может быть выкручен, но традиционно он используется для создания смертельно острого изгиба.
Coining использует соответствующий инструмент и набор die. Радиус носового удара определяет радиус внутреннего изгиба (который, опять же, обычно очень мал); Вы рассчитываете внешний радиус изгиба, добавляя внутренний радиус изгиба к толщине материала. Радиус в нижней части матрицы должен соответствовать внешнему радиусу детали.
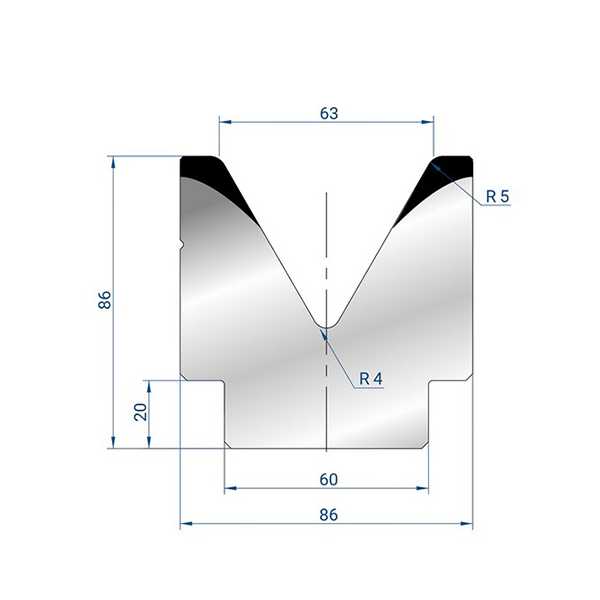
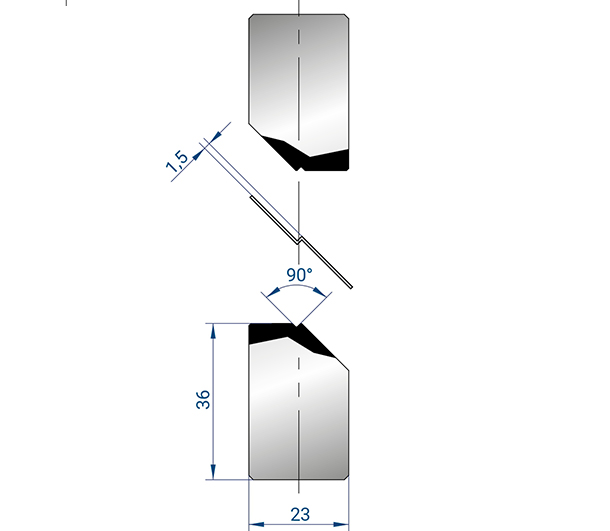
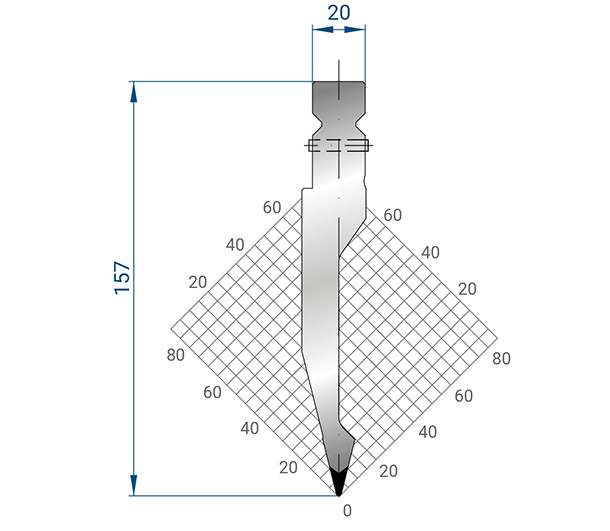
Читатель из колонки прошлого месяца захотел ввести изгиб воздуха по уважительной причине. Изгиб воздуха является методом выбора в наши дни. Пунш опускается в отверстие для штамповки, и в качестве процентной доли от ширины штамповки формируется естественно плавающий радиус (см. рис. 2).
Рис. 2
Радиус изгиба в аэроформовании "плавает" в процентах от ширины штатива.
Хотя ширина захвата имеет решающее значение, включенный угол поворота не оказывает прямого воздействия на угол изгиба. Угол смерти имеет значение только в той мере, в какой он относится к углу удара, который должен быть таким же или более узким (т.е. иметь меньший включенный угол), чем угол удара.
Соображения, касающиеся смерти
Основной причиной большинства повреждений, показанных на рис. 1, является тоннаж, необходимый для изгиба снизу. Со временем, постоянно разливающиеся инструменты сами по себе будут основной причиной чрезмерного износа инструментов. И весьма вероятно, что сам пресс-тормоз был поврежден. Конечно, учитывая ситуацию, у операторов не было иного выбора, кроме как идти снизу вверх. Когда инструменты настолько стары и изношены, как на рисунке 1, боттование действительно является единственным жизнеспособным вариантом для поддержания последовательности.
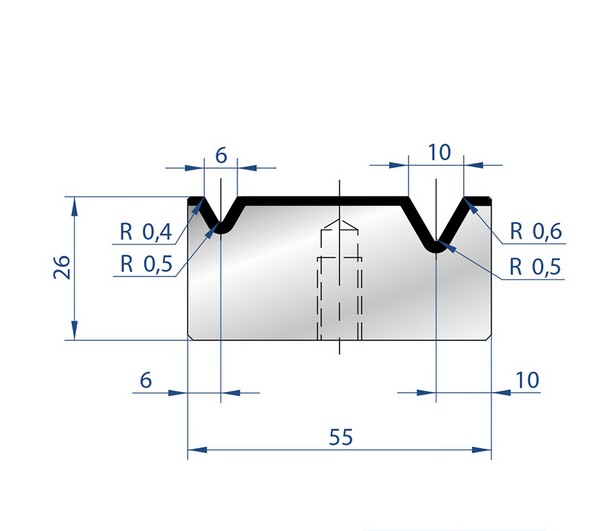
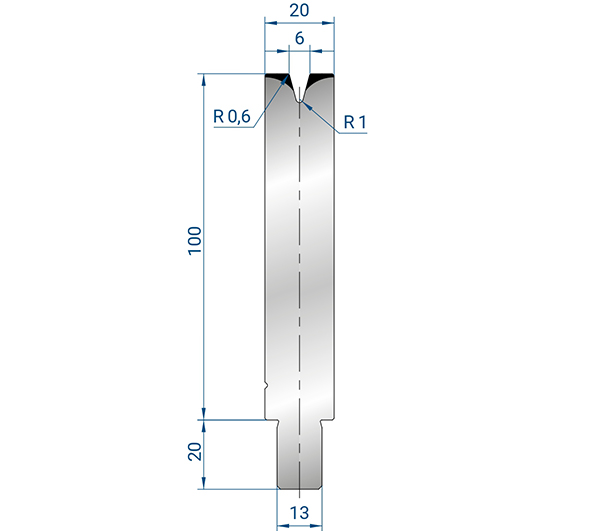
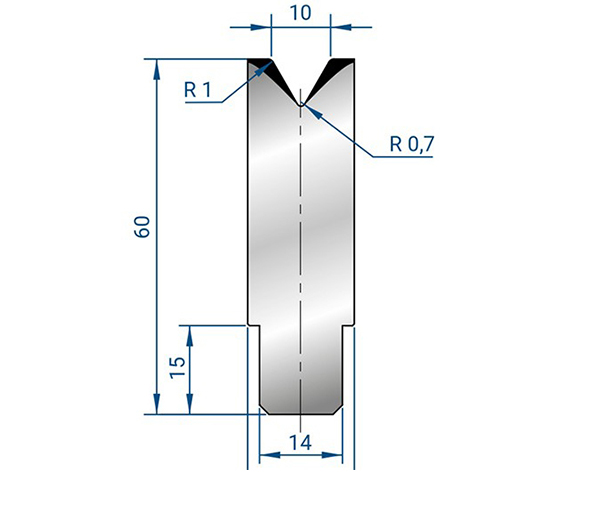
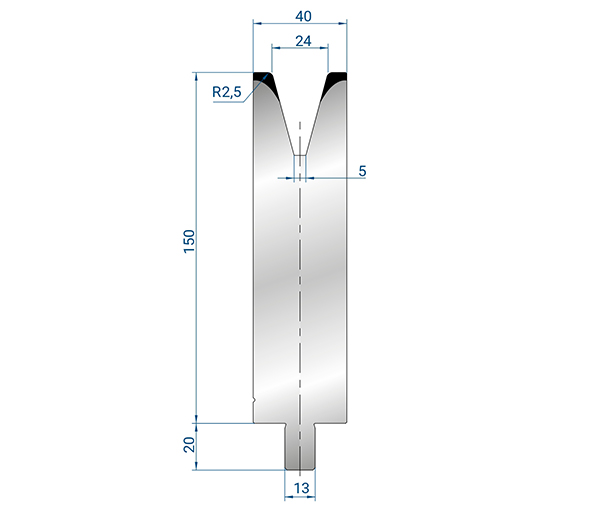
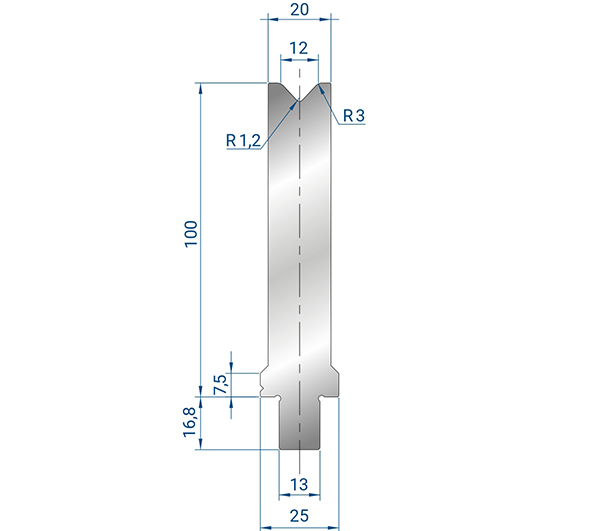
Пресс-тормоз умирает имеют три радиуса: два в верхних углах и Один в нижней части V. верхний радиус либо острые края, с очень небольшим радиусом, как 0,015 дюйма. , или радиус соединения, который помогает уменьшить перетаскивание (измельчение материала), когда элемент вытягивается в мерзовое пространство. Радиус в нижней части V обычно довольно острый, как 0,015 дюйма. Но опять же, радиус внизу V не влияет на формирование воздуха.
Расчет радиуса воздушного потока
Вы вычисляете воздух, сформированный внутри радиуса изгиба, используя 20 - процентное правило. Названный в честь процентной доли, используемой для некоторых сортов нержавеющей стали, фактический базовый уровень мы используем от 15 до 17 процентов для 60-KSI холоднокатаной стали. Начните с медианного (16 процентов), пока не найдете значение, которое наилучшим образом соответствует характеристикам материала вы получите от поставщика металла.
Для расчета процентной доли, используемой для других материалов, необходимо сопоставить прочность на растяжение с исходной величиной. Например, 120-KSI материал будет воздух формировать свой радиус в два раза больше, чем 60-KSI холоднокатаной стали, или от 30 до 34 процентов ширины штамповки.
Если вы знаете ширину штатива, вы можете рассчитать радиус изгиба внутри. Если ты нагибаешься 0.125- дюймовый. - толстая A36 мягкая сталь в 1 дюйм. Умереть и, используя в среднем 16 процентов (в соответствии с 20 - процентным правилом), вы достигнете радиус изгиба внутри около 0,160 дюйма.
Вы можете использовать правило 8x; То есть, в восемь раз толщиной материала даст вам идеальную ширину штампа. (подробнее об этом см. "6 steps to successful die selection For press brakes", архив на thefabri cator.com.) Правило 8x может хорошо работать в приложении reader, независимо от того, прыгает ли он в воздух формирования или продолжает боттование.
Просто знай, что в форме воздуха, 1- дюймовый. Смерть будет стоить 0,160. Внутри радиуса-прекрасно, если он отвечает требованиям клиента (или если клиент не заботится о внутреннем радиусе). Просто используйте 0.160-in. Радиус изгиба внутри для расчета допустимого изгиба, внешние откаты, коэффициент к и вычет изгиба.
Достижение совершенства изгиба воздуха
Если ваш внутренний радиус настолько близок к совершенству, насколько это возможно, то внутренний радиус изгиба равен толщине материала, то вы получите наиболее последовательные изгибы и наиболее последовательные результаты. Если отпечатки ваших клиентов позволяют это, это идеальное согнуть отношения ваш лучший вариант.
Для этого вы можете определить оптимальную ширину штамповки для этого идеального внутреннего радиуса, просто взглянув на доступные ширины штамповки, разделив их на 16 процентов, и выбрав такую, которая позволит вам максимально приблизиться к совершенству, где радиус внутреннего изгиба и толщина материала одинаковы.
В текущем приложении, с 0.125-in. - толстый материал, наиболее близкий к совершенству для метрических матриц будет 18 мм (0,707 дюйма), очень распространенная ширина матрицы в высокоточных почвенных семействах инструментов. 16% от 0,707 равно 0,113 дюйма. Это значение так близко, как вы можете получить идеальный внутренний радиус 0,125 дюйма. Самая близкая имперская ширина смерти - 11/16 дюйма. (0,687 дюйма) или уклон. (0,750 дюйма).
Как только вы определите инструменты, которые вам нужны, попробуйте инвестировать в наибольшее количество, что ваш бюджет позволяет. Как выбрать ширину die зависит от того, что у вас есть в настоящее время и ваш бюджет инструментов. Если ваш бюджет позволяет только две ширины умереть, вы хотите выбрать одно номинальное значение ширины умереть, которое может вместить диапазон толщины материала, скажем, между 0.125 и 0.250 дюймов. Затем вы бы выбрали вторую номинальную ширину умереть, чтобы разместить материал от 0.250 до 0.375 дюймов.
Углы гибели не влияют на окончательный угол изгиба при формировании воздуха. Если вы хотите убедиться, что операторы не могут даже попытаться достичь дна, выберите включенный угол умереть менее 88 градусов, или даже канал умирает с перпендикулярными сторонами.
Как только у вас есть ваши умирает для формирования воздуха, теперь вы можете определить внутренний радиус изгиба вы достигнете. До тех пор, пока вы используете это умереть в небольшом диапазоне толщины материала, это значение радиуса должно оставаться верным. Если ты используешь 1- дюймовый. Умереть, чтобы согнуть 0.125- дюйм. - толстый материал, получаемый радиус должен составлять около 0,160 дюйма. Но если вы используете толщину материала вне того, что подходит для ширины штабелей, ваши результаты будут варьироваться от 0,160 дюйма. Это очень важно.
Соображения по поводу морщин
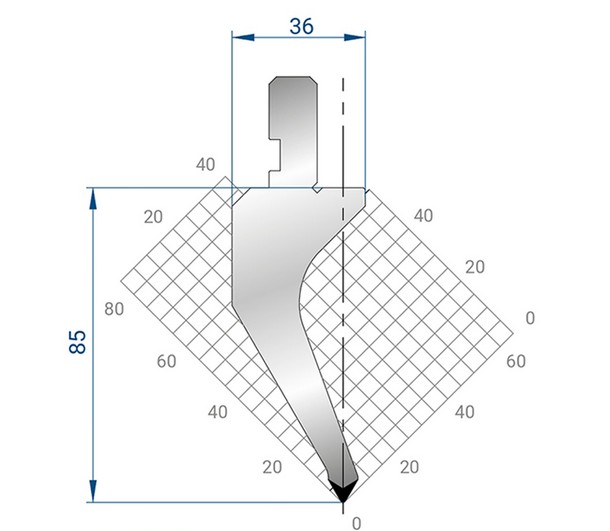
При бутилировании и скручивании радиус носа пунша образует радиус внутреннего изгиба. При изгибе воздуха, нос пунша не определяет радиус, но он применяет силу, которая значительно увеличивается, чем сужается кончик пунша.
Изгиб "становится острым", когда материал не может более выдерживать прилагаемую к нему силу и начинает смещаться вдоль линии изгиба. Это происходит, когда сила (тоннаж), необходимая для формирования изделия, превышает силу, требуемую для проколы и складки. Подробнее об этом читайте в статье «что делает изгибы воздуха острым на пресс-тормозе», размещенной на сайте фабрикатор.com.
Криз резкого изгиба, как правило, усиливает обычные угловые изменения угла изгиба, вызванные переменными внутри материала, включая направление и твердость зерна. Эти переменные приводят к изменению углов изгиба и размеров из одной части в другую.
Когда радиус пунша носа превышает радиус плавающего элемента, образуемого воздухом, этот радиус становится больше. Это меняет ваше разрешение на изгиб, внешний откат и расчет вычета изгиба.
Стиль ударов и смерти
В то время как есть много вариантов стиля инструментов, мы будем обсуждать четыре основных претендентов. Эти четыре категории могут быть сгруппированы в две категории: высокоточная почва и плановая инструментализация. Да, плоскостное инструментальное оборудование дешевле приобрести заранее, но затраты на рабочую силу, связанные с его использованием, поглотят эту экономию очень быстро.
Высокоточные инструменты поставляются в двух стилях, европейский и новый стандарт. Они, как правило, производятся с точностью 0,0008 дюйма. На всех поверхностях. Плановые инструменты поставляются в двух стилях, традиционных плановых и точных плановых, оба из которых в среднем производятся с точностью до ± 0,005 дюйма. Более 10 футов от одной координатной точки X-Y. Это довольно хорошо. Тем не менее, это означает, что общая ошибка между инструментальными центрами может достигать 0,010 in.
Эта ссылка на координацию значительно затрудняет работу с запланированными инструментами. Нет двух одинаковых частей. Каждый имеет несколько разную осевую линию, а иногда и разную высоту инструмента. Может быть, всего несколько тысяч, но этого достаточно для нескольких угловых разностей от секции инструмента к секции инструмента.
Если вы перерезаете инструменты на нужную длину, а затем не перерезаете их для перерезания и направляете в одно и то же направление (спереди назад) при установке вместе на пресс-тормоз, они не работают. Инструменты должны храниться в Том порядке, в котором они были срезаны при установке вместе в машине. Такая неспособность соединить различные инструменты делает строительные части, требующие нескольких наборов инструментов (установка), очень сложной, если не невозможной работой.
Тем не менее, плановые инструменты хороши, если вы используете их в качестве единой части инструментов и имеют мало, если вообще какой-либо постановки. Они стоят меньше, чем высокоточные наземные инструменты, они могут справиться с высокой тоннажной нагрузкой, и многие машины предназначены для их использования (хотя адаптерные блоки не всегда являются практичным решением).
Обратите внимание, что высокоточные инструменты изначально не являются тем, чем кажутся. Они не более точны и страдают от всех тех же проблем, что и традиционные плановые инструменты. Они только что появились в европейских профилях инструментов. Кроме того, существует разница между "высокоточным планом" и "высокоточным инструментарием" и традиционными профилями. Самый большой контрольный знак того, что вы смотрите на истинное высокоточное грунтовое инструментальное обеспечение, заключается в следующем: инструмент не имеет длинных длин, таких как более 3 футов.
Серьезные повреждения инструментов, показанные на рис. 1, указывают на еще одну проблему: насколько сильно поврежден пресс-тормоз, использовавший этот инструмент? Если он устарел и изношен, то выгоды от применения высокоточного наземного инструментария будут утрачены.
Независимо от того, сделал ли тормоз каким-то образом безопасно через годы изгибания нижней части или вы только что купили новый тормоз, решение о Том, инвестировать в традиционные плановые или точности плановых зависит от вашего ассортимента продукции.
Высокоточные инструменты не страдают от изменений, которые планируются инструменты. Это значительно облегчает использование точных инструментов. Их точность позволяет очень сложные настройки в пресс-тормозе. Если вы двигаетесь в направлении точной работы, то прецизионно-грунтовой инструмент, скорее всего, лучший выбор. С другой стороны, стоимость значительно больше, чем планировка инструментов.
В стороне, то, что промышленность действительно нуждается в использовании, это истинная точность удара грунта и умереть установить, но в традиционных планированных стилей и профилей. Набор должен соответствовать независимо от монтажного профиля, и наборы должны иметь такие же закрытые высоты и центры, как и их точные кузены. Это означает, что их можно смешивать и сопоставлять по мере необходимости с одной и той же структурой. Это было бы действительно лучшим из обоих миров.
Я делаю ход.
Независимо от того, увидим ли мы когда-либо такой мифический инструмент, как только что описанный, или продолжим с теми же инструментами, которые можно купить сегодня, одно можно сказать наверняка: при переходе на гибку воздуха, не торопитесь, используйте советы, которые я предложил здесь и от других, и подумайте об этом.
Если есть Один выход из всего этого, это следующее: нажмите тормозные инструменты является расходным материалом. Нет необходимости бороться с изношенными инструментами или устаревшими методами; Ты делаешь то же самое, придавая этому больше значения. Там нет денег, только головные боли.
Стив бенсон является членом и бывшим председателем совета прецизионных технологий листового металла международной ассоциации производителей. Президент компании ASMA LLC, steve@theartofpressbrake.com. Бенсон также проводит программу FMA Precision Press тормозной сертификат, которая проводится по всей стране. Дополнительную информацию можно получить на сайте www.fmanet.org/trainingили по телефону 888-394-4362. Последняя книга автора, «основы гибки», теперь доступна в книжном магазине FMA по адресу: www.fmanet.org/store.
Воздухообразующие переходники
• если вы хотите быть уверены, что бутилирование невозможно, выберите включенный угол умереть менее 88 градусов.
• инвестировать в самый большой выбор инструментов, которые ваш бюджет позволяет.
• назначить небольшие диапазоны толщины материала для каждой ширины штампов и выбрать каждую ширину штампов на основе медианного значения в каждом диапазоне толщины.
• если требования заказчика позволяют, используйте ширину штатива, которая приводит к тому, что радиус плавания материала должен быть как можно ближе к толщине материала.
• независимо от того, что измеряется внутри радиуса после того, как элемент изгибается и освобождается от формирования нагрузки, используйте его при расчете k-факторов, изгибов, наружных откатов и выходов изгиба.
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/press-brake-controllers-and-the-bend-deduction-of-sheet-metal