2024-12-16

Повышение времени безотказной работы оборудования — это здорово, но как насчет оптимизации всей цепочки создания ценности?
Современная обработка металлов полна «островков» — островков бережливого производства, островков автоматизации, островков цифровизации. Новый лазерный станок или листогибочный пресс может быть хорошо интегрирован в платформу промышленного интернета вещей (IIoT), а также полностью автоматизирован: с использованием башенных хранилищ и роботов, управляющих заготовками на этапах резки и гибки. Однако что можно сказать о процессе удаления отходов после формовки или рабочей станции для нанесения маскировки, которая находится между стадиями предварительной обработки и мойки, но перед порошковым покрытием?
Мониторинг оборудования действительно помогает устранить «островки» скрытых потерь, такие как расхождения между данными о времени начала и окончания работы, фиксируемыми системой управления ресурсами предприятия (ERP) или аналогичным ПО, и фактическим временем работы оборудования: движением ползуна листогиба, временем зажигания дуги на сварочной станции или резкой на лазерном, пробивном или плазменном станке.
Однако показатели мониторинга оборудования требуют тщательной интерпретации. Например, стремление цеха к оптимальному времени безотказной работы и общей эффективности оборудования (OEE) может привести к тому, что схожие заказы будут группироваться вместе, увеличивая объем незавершенного производства (WIP) и размеры партий, что в конечном итоге удлиняет общий производственный цикл.
Кроме того, из-за высокой номенклатуры продукции в обработке металлов «низкие» показатели времени безотказной работы оборудования нужно рассматривать в контексте. Например, сложная установка инструментов для последовательной гибки на листогибе может привести к низкому времени работы оборудования за одну смену. Однако этот «плохой» показатель может скрывать тот факт, что одна установка позволяет обработать целую группу деталей, что, возможно, обеспечивает меньшие партии или даже потоковую обработку наборов, сокращая общее время, необходимое для выполнения заказа. Таким образом, время работы оборудования может казаться недостаточным, даже если общий объем производства растет.
Иными словами, данные требуют контекста.
«Настоящая наука заключается в объединении OEE с расширенным планированием и управлением графиком производства. Существуют различные ограничения: оборудование может выйти из строя, сотрудники сменяются между сменами, возникают перебои в поставках комплектующих или сторонних услуг, а также накапливается незавершенное производство. Все эти ограничения должны быть учтены при составлении графика производства. Что делать, если сотрудник заболел? А если оборудование вышло из строя в неподходящее время? Можно ли перенести задание на другую рабочую станцию, чтобы избежать срыва сроков поставки?
«Реальные улучшения касаются не только мониторинга оборудования, который показывает, работает ли машина или простаивает. Речь идет о соединении этих данных с данными ERP, реальными заказами и операциями, а также о правильном учете ограничений при составлении графиков производства для всего завода. Суть в том, чтобы интегрировать данные оборудования с информацией о заданиях, номерах деталей, заказах и маршрутами обработки, чтобы понять истинную рентабельность заказов и производственные отклонения. Это своего рода "святой Грааль".»
Так сказал Мо Абули, старший директор по цифровому производству, ритейлу и дистрибуции консалтинговой компании Wipfli, добавив, что здесь бережливые практики играют важную дополнительную роль. «Теперь мы можем использовать данные, полученные благодаря цифровизации, для картирования потоков создания ценности и коучинга по бережливым методам. Мы называем это "цифровым бережливым производством"», — объяснил он, подчеркнув, что этот подход является основой нового решения, которое Wipfli предлагает своим клиентам. «Мы нейтральны по отношению к программному обеспечению. Мы являемся стратегическим партнером Microsoft, но также создали экосистему партнеров, включающую различные дополнительные цифровые решения», — добавил Абули.
Бережливое производство, идя рука об руку с цифровизацией цеха, может помочь поставить показатели в правильный контекст. На начальном этапе данные IIoT могут быть сопоставлены с данными из ERP или MES (системы управления производством), чтобы связать время настройки и циклы работы со специфическими заданиями. Например, настройка последовательной гибки на листогибе займет гораздо больше времени, чем настройка для гибки одного угла на кронштейне с использованием одного пробивного инструмента и одной матрицы. Однако длительное время настройки не делает последовательную гибку менее эффективной.
«Вы можете интегрировать данные с верхнего уровня, из ERP-системы», — отметил Абули. «Это означает, что мы понимаем, какие задания выполняются в течение определенной смены, дня или недели, и можем сравнить эти данные с установленными стандартами. Это позволяет точно определить производственные отклонения. Какое было фактическое время цикла, время настройки и трудозатраты? С этого момента мы можем начать понимать рентабельность заказов. Система может зафиксировать проблему, которая затем может стать поводом для мероприятия кайдзен, основанного на конкретном номере детали или типе задания для определенного потока создания ценности. Это не только данные о машинах, но и интегрированные данные от цеха до офиса. Это, в свою очередь, способствует проведению мероприятий по непрерывному улучшению».
Эта стратегия расширяет фокус за пределы времени работы оборудования. Например, группировка схожих заданий может сократить время настройки, но преждевременное производство увеличивает объем WIP — запасов, управление которыми не является бесплатным и сопряжено с рисками (устаревание из-за поздних изменений в инженерной документации, переработка из-за неправильного обращения, повреждений и т. д.).
«Вы можете отслеживать WIP на каждом этапе, включая внешние процессы», — сказал Абули. «Если, например, производитель должен отправить задание на порошковое покрытие, это ограничение будет учтено в графике. Рентабельность заказов включает трудозатраты, время настройки и циклы работы оборудования, но также дополнительные элементы, такие как накладные расходы, WIP и складские запасы».
Данные могут быть интегрированы с информацией из всей цепочки создания ценности, полученной из картирования потоков, стратегической планировки предприятия и других инструментов из «бережливого» набора. Эти данные, в свою очередь, могут быть использованы для интеллектуального планирования и маршрутизации заданий.
Эти данные, в свою очередь, могут быть использованы для интеллектуального планирования и маршрутизации заданий.
«Мы можем отслеживать пути задания: прошло ли оно через последовательные этапы или были пропущены какие-то узкие места», — пояснил Абули. «Мы можем выявить случаи, когда одна из деталей ожидает обработки на следующем этапе, в то время как другая часть того же набора деталей уже отправлена в следующую очередь. Используя эти данные, мы помогаем клиентам устранять потери в потоках создания ценности, чтобы оптимизировать процесс обработки».
Одной из ключевых тем является использование данных, чтобы улучшить как производственную среду, так и процессы взаимодействия с заказчиком. Благодаря интеграции IIoT с ERP и MES можно легко сопоставлять данные о заданиях с фактическими циклами и временем настройки оборудования. В результате улучшается прогнозирование производственных сроков, что способствует не только более высокой удовлетворенности клиентов, но и позволяет точнее учитывать реальные издержки производства.
Абули отметил, что правильная интерпретация данных открывает новые возможности для мероприятий кайдзен. «К примеру, предположим, что данные показали увеличение времени настройки для определенного типа задания. На основе этих данных можно провести анализ причины и определить, требуется ли оптимизация программы оборудования, замена инструментов или обучение персонала. Это — основа для непрерывного улучшения».
Кроме того, данные могут быть использованы для предотвращения неэффективного использования ресурсов. Абули подчеркнул, что чрезмерное стремление к максимальному времени работы оборудования может привести к искажениям в производственном процессе. «Мы видели случаи, когда производители гнали заказы впрок, чтобы удерживать оборудование в рабочем состоянии, что приводило к увеличению объема незавершенного производства и, в конечном итоге, к увеличению сроков выполнения заказов», — пояснил он.
Важность данных в сочетании с бережливыми методами очевидна. Анализируя каждую стадию производственного процесса, от начального этапа до поставки готовой продукции, можно выявлять и устранять узкие места, а также учитывать скрытые затраты.
По мере того как обработка металлов продолжает развиваться, концепция «цифрового бережливого производства» становится всё более актуальной. Она позволяет соединить данные IIoT с бережливыми методами и инструментами, такими как картирование потоков создания ценности. В результате предприятия получают более чёткое понимание своих производственных процессов и могут принимать стратегические решения, направленные на сокращение потерь, повышение эффективности и улучшение общей рентабельности.
Речь идет о переходе от отдельных «островков» цифровизации и автоматизации к единой, связанной системе, которая учитывает как оборудование, так и человеческие ресурсы, а также обеспечивает оптимизацию всей цепочки создания ценности.
В заключение Абули отметил: «Мы движемся к будущему, где данные и бережливые методы станут основой не только для оптимизации производства, но и для укрепления взаимоотношений с клиентами. Современные технологии дают возможность видеть производственные процессы в реальном времени и использовать эти знания для принятия решений, которые приносят пользу всем заинтересованным сторонам — от сотрудников на производстве до конечных потребителей продукции».
На горизонте — новая эра обработки металлов, где данные и бережливое мышление работают рука об руку, чтобы раскрыть весь потенциал производственных систем.
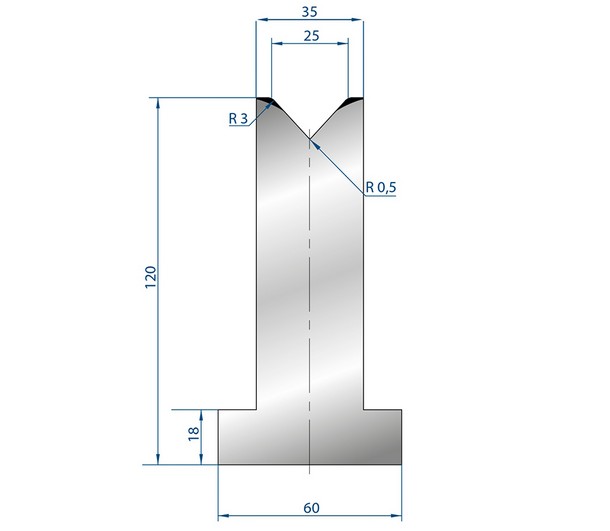
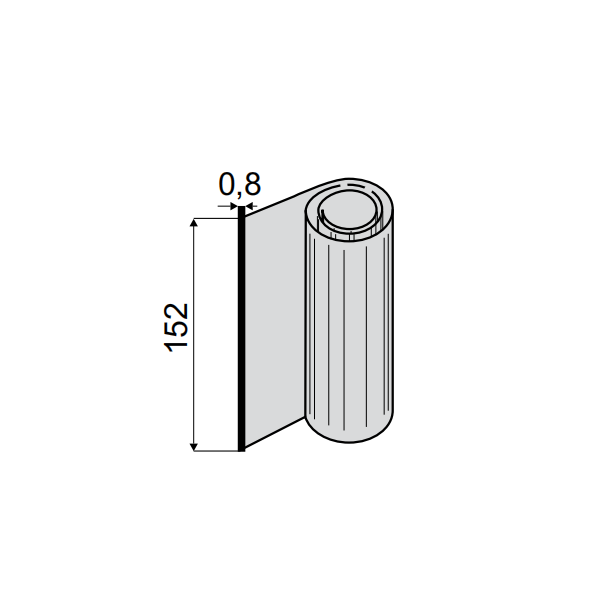
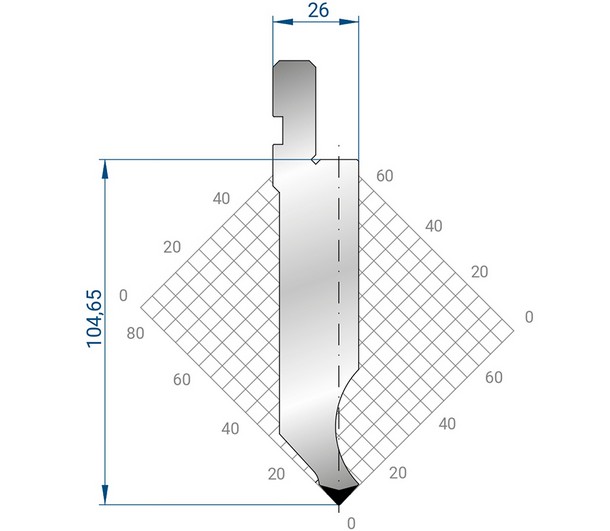
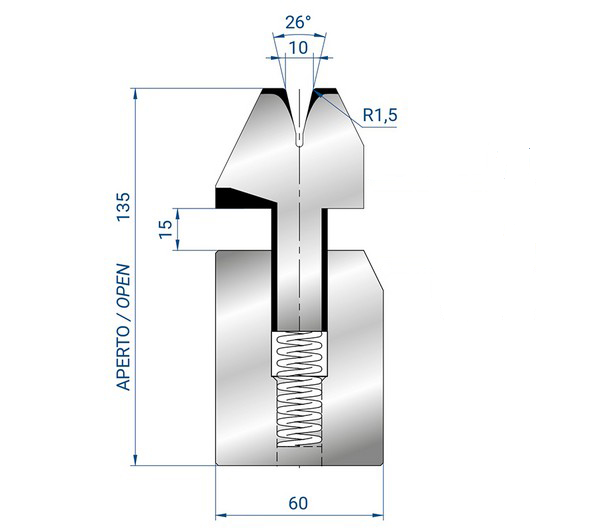
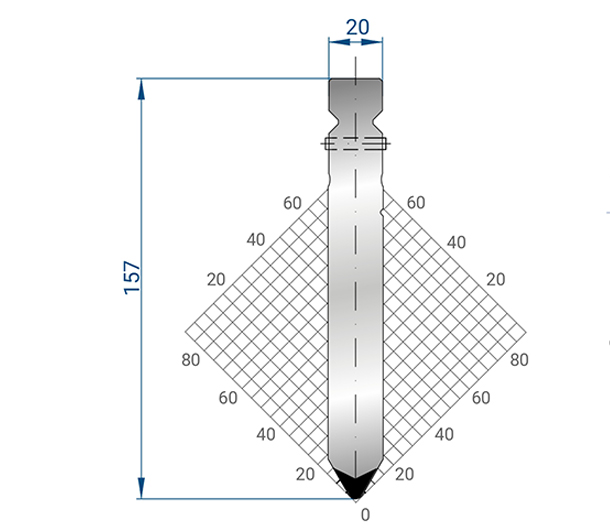
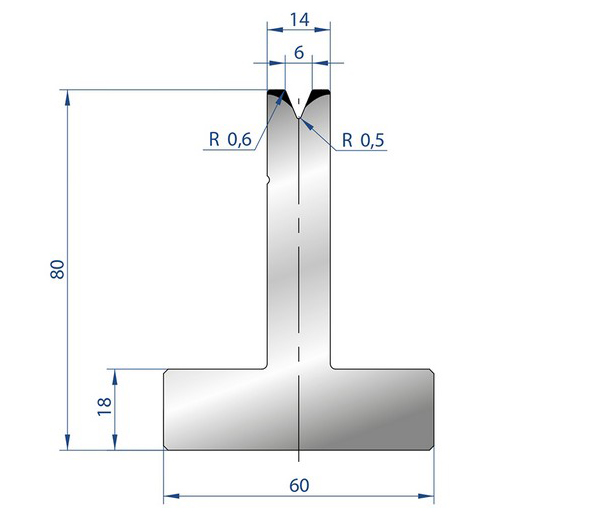
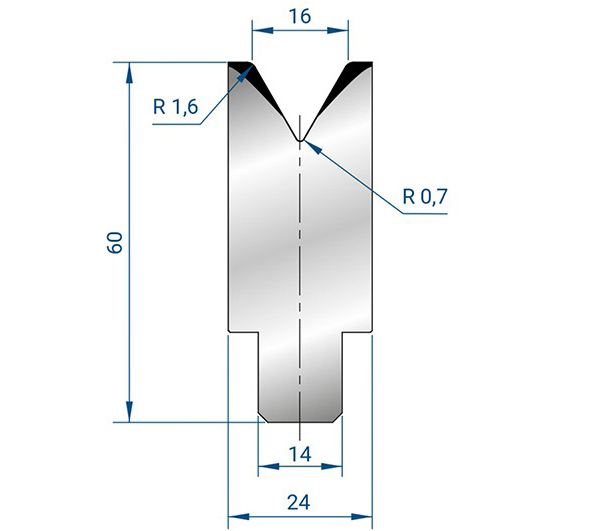
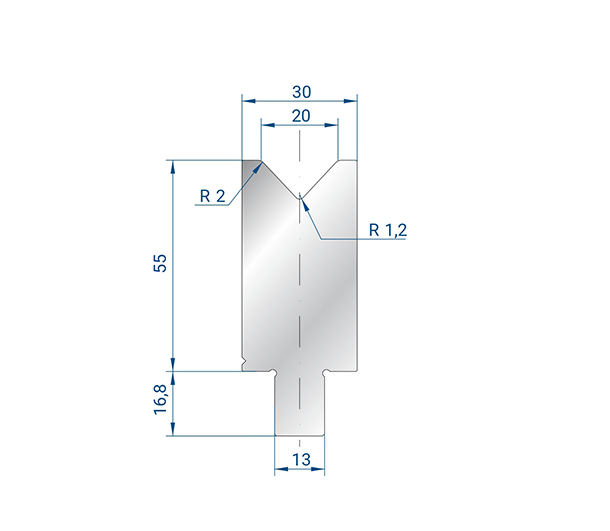
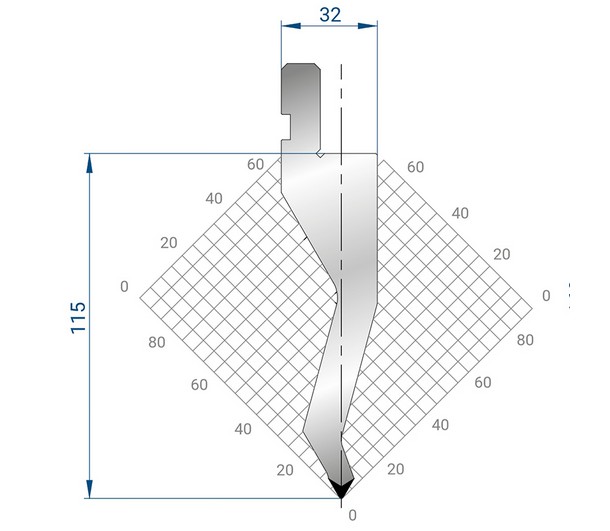
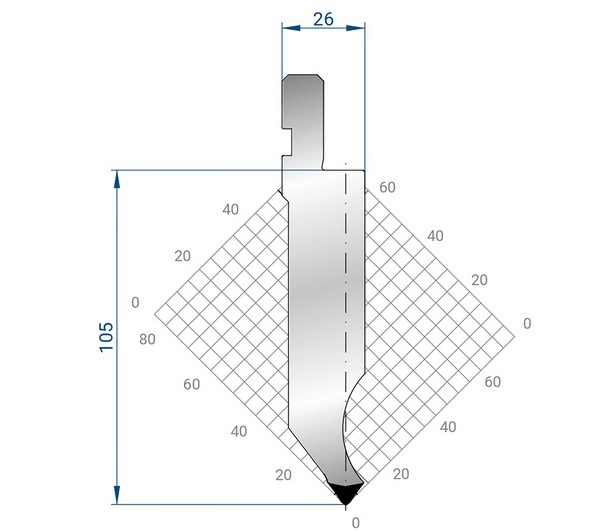
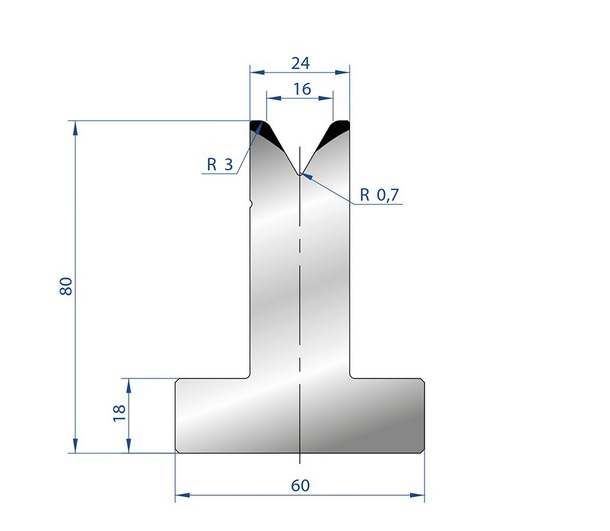
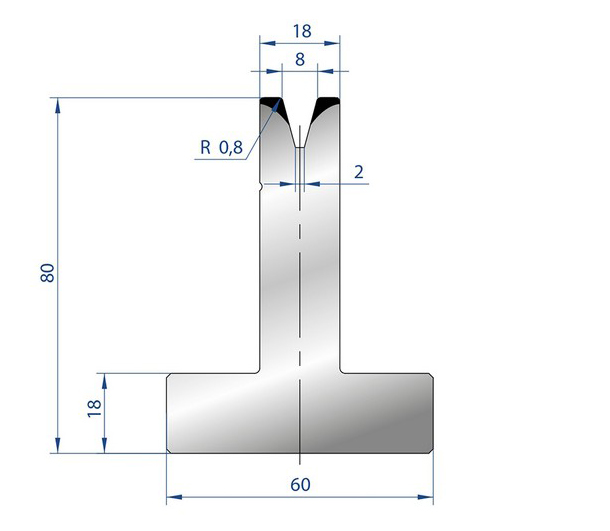
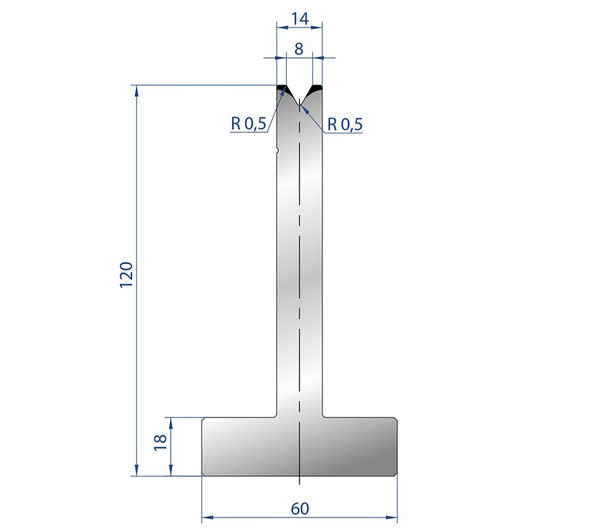
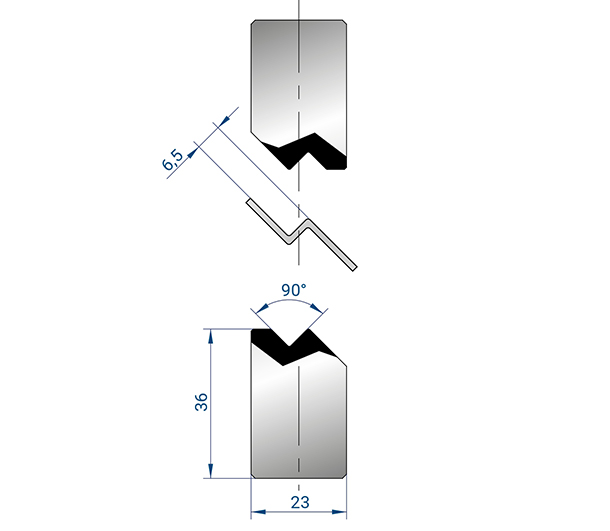
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/press-brake-controllers-and-the-bend-deduction-of-sheet-metal