2024-11-15

Как избежать проблемного края и что следует учитывать при работе с чпу удар пресс?
Во всем мире, CNC пунш пресс операторы производят миллионы, если не миллиарды, частей ежемесячно. Процесс кажется простым, но тонкости изобилуют. Иногда качество детали зависит от ее отделки края.
Как избежать производства деталей с более низким штампованным краем? Как и в случае со многими проблемами в производстве металла, в игру вступают различные факторы. Фокус в Том, чтобы рассмотреть их все, прежде чем прыгать к заключению, принимая корректирующие меры, и обнаружить, что ваша проблема края упорно сохраняется.
Резкость инструмента при нанесении ударов металлом
Изношенные или скучные инструменты могут создавать штампованные края с большим количеством горелок. Повышенная степень запечатывания может влиять на способ сборки деталей и может представлять опасность с точки зрения безопасности при обработке деталей. Скучные инструменты также заставляют машины работать усерднее, чтобы производить те же отверстия или функции, ускоряя износ машины и техническое обслуживание.
Когда на ударной кромке появляется заметно больший опрокидыватель, возможно, пришло время заострить инструменты. Инструменты для резки регулярно помогают производить высококачественные детали и продлевают срок службы инструмента. Инструменты должны быть заточены, когда режущие края изношены в максимальном радиусе 0,010 дюйма. (0,25 мм).
Чтобы проверить этот радиус, держите края около источника света и искать отражения, как свет отскакивает от лучевого края. Также попробуйте тест на ногти: легко (и осторожно) перетащить ногти через край; Если этого достаточно, чтобы легко побрить ноготь, ударный край острый и инструмент имеет некоторую жизнь осталось. Если вы не видите стружки, возможно, пришло время заострить ваш инструмент.
При резке инструментов лучше всего удалять небольшое количество поверхности инструмента чаще, чем большие количества реже. Легкая, частая резкость помогает продлить срок службы инструмента и улучшить качество деталей .
После точения инструмента на станке шлифования инструмента, используйте точильный камень, чтобы удалить небольшую горелку, которая развивается в точке удара. Это создаст минимальный радиус между 0.001 и 0.002 дюйма. На режущих краях.
Инструменты становятся магнитными, когда резкость, так что не забудьте демагнетизировать их после. Забудьте об этом шаге, и вы можете найти кулаками пули прилипшие к точки удара и, возможно, в конечном итоге на верхней части листа, где машина может нажать их в лист и создать нежелательные отметины или вмятины. Пули на верхней части листа и вблизи точки удара могут привести к двойной толщине материала, что может повредить лист и вызвать преждевременный износ инструмента.
Металлический штамповка и тушение инструмента
Что, если регулярно точить инструменты, но они не остаются острыми надолго? В этом случае посмотрите на выравнивание панели инструментов. Неправильно выровненные инструментальные станции вызывают преждевременный износ инструмента и машины, низкое качество деталей, не говоря уже о неточных отверстиях и возможностях.
Неравномерный износ инструмента или чрезмерная отрывистость вдоль края удара могут указывать на то, что станция нуждается в вертикальном выравнивании .
Также проверьте радиальное выравнивание, которое сохраняет края и контуры прямыми и однородными. Радиальная регулировка означает вращение или угловую регулировку станции. Неправильный угол наклона станции может создавать ступенчатые или неровные кулачковые края, а также неправильные углы для фигурных ударов.
Инструмент разрезания или разрезания (как правило, длинный прямоугольник) на станции, которая находится вне радиального выравнивания, может создавать неровные края в ударной части, эффект, известный как пилюля, создавая небольшой шаг в конце каждого места удара вдоль края. Это хороший показатель, что вам нужно реорганизовать станцию радиальной. Чем длиннее инструмент развязки, тем заметнее этот шаг (см. рис. 5).
Каждый цех по изготовлению должен иметь хороший набор инструментов регулировки для периодических проверок и регулировок штампов. Независимо от того, используете ли вы стандартную двухpin-модель или более сложные светодиодные инструменты, оба предназначены для выравнивания инструментов вертикально и радиальной (см. рис. 6). Или толще, чтобы пересечь индикатор вдоль винтовой панели для инструмента выравнивания для измерения ангулярности.
Грызет, когда бьет металл
Грызун может преждевременно износить края инструмента, что в свою очередь может повлиять на качество края в отверстиях и контурах. Ударный инструмент обычно грызет с одним полномасштабным хитом, за которым следует ряд частичных хитов. Боковая нагрузка возникает, когда менее половины ударной точки соприкасается с поверхностью листа, причем ударная точка отклоняется в сторону открытой зоны листа и удаляется от точки контакта между ударным элементом и материалом. Такое смещение меняет расстояние вокруг боковых сторон или окружности удара.
При экстремальном смещении или даже небольшом смещении при нанесении удара с очень плотным просветом точка удара может на самом деле касаться края края на открытой стороне материала, повреждая изношенную режущую поверхность в этой области. Это может привести к чрезмерным или неравномерным разрывам, а также к продолговатым или яйцеобразным отверстиям с круглыми ударами.
Вы можете избежать укуса, используя специально разработанные инструменты, которые соответствуют контуру удара. Такие инструменты позволят получить лучший край и сократить количество хитов, необходимых для запуска функции, что также снижает износ инструмента и машины.
Если вы не можете избежать грызунов, используйте полностью управляемые инструменты, которые могут минимизировать смещение пунша или устранить его полностью. С несколькими или расширенными направляющими поверхностями, контролирующими положение точки удара, полностью управляемые инструменты могут быть идеальны для применения при обрезке и диаметрах отверстий для удара меньше толщины материала. Тем не менее, они могут быть не лучшим выбором для штамповки мягких материалов, таких как алюминий или твердых материалов, таких как нержавеющая сталь-оба из которых чувствительны к галлинг, или сборки штампованного материала на кончик пунша. Galling увеличивает общий диаметр точки удара и уменьшает расстояние между пуншем и стриптизершей (или пунш и умереть), что может привести к проблемам с удалением, низкое качество отверстий, и преждевременный износ инструмента.
Обработанные и покрытые инструменты
Особенно полезно при штамповке материалов с тенденцией галлинга, инструментальных процедур и вариантов покрытия изобилуют. Обработка инструментов, как правило, впитывается в ударный материал для улучшения его свойств, в то время как покрытия представляют собой тонкие слои или дополнения к инструментальной инструменты, которые добавляют смазку. Оба могут минимизировать или устранить проблемы с галлинг.
Смазки для пунша, которые обеспечивают смазку на кончик пунша, также могут помочь уменьшить или устранить раздражение. Все эти продукты увеличат срок службы инструментов и улучшат производительность инструментов.
Зачистка инструмента
Ошибки, допущенные при раздевании, могут привести к искажению или образованию дыр, когда точка удара попадает в лист и не удаляется должным образом. Если пунш постоянно торчит или лист "выскакивает" с точки удара, может быть, пришло время для некоторого обслуживания пунша сборки.
Ошибки зачистки могут быть вызваны изношенностью, повреждением или поломкой пружин в сборке пунша. Хотя эти пружины долговечны, они могут со временем изнашиваться. Если источники истощены, треснуты или сломаны, их следует заменить.
Поддерживать чистоту и смазку внутренних элементов пунша. Грязные или сухие компоненты инструментов, такие как пунш тела, направляющее тело, направляющий интерьер и башни (если применимо)-предотвратить пружин от выполнения их способности и может привести к проблемам зачистки.
Если у вас есть баретные прессы, убедитесь, что подъемные булавки и подъемники пружин прямые и неповрежденные (см. рис. 7), и заменить их, если они изношены или повреждены. Изношенные или поврежденные ключи от башен также должны быть заменены и согласованы, когда это необходимо.
Потому что скучные инструменты также могут способствовать решению проблем зачистки, держать инструменты острыми и чистыми. Если вы наносите удары по тяжелому или толстому материалу и испытываете проблемы с удалением, рассмотрите возможность использования конфигураций инструмента большой мощности.
Надлежащий уровень допуска для металлообработки
Чтобы создать отверстие, пунш нажимает материал внутрь и через отверстие смерти. Поскольку материал проталкивается через отверстие для штамповки, он начинает трещиться и в конечном итоге трещиться, образуя шлам, который проталкивается через штамповку и попадает в коллектор или мусорное ведро.
Между ударом и смертью необходим надлежащий допуск. Если отверстие слишком плотное, то результирующая дыра может быть хорошей, но сила, необходимая для создания этой дыры, увеличивается, и зачистка становится сложной. Все это генерирует больше тепла, что способствует отталкиванию от точки удара. С другой стороны, чрезмерная степень зазора приводит к большему опрокидыванию или закруглению верхних краев ударной части, а увеличение растрескивания и разрывов приводит к появлению грубых краев и больших закруглений.
Сталь для инструментов
Один тип инструментальной стали не может одинаково хорошо ударить каждый материал в каждом приложении. Следует ли выбрать инструмент с большей прочностью или износостойкостью? Как вы планируете лечить или одевать инструменты?
Рассмотрим состав материала инструментальной стали и знаем, что не все инструментальные стали созданы одинаково. М2 высокоскоростная сталь имеет низкую прочность, но хорошую износостойкость. A2 - сталь с воздушным затвердевшим инструментом, имеет хорошую прочность и износостойкость. D2, высокоуглеродистая хрома сталь, имеет справедливую прочность и хорошую износостойкость. S7, ударопрочный инструмент сталь, имеет исключительную прочность, но износостойкость. PM-M4, порошкообразный металлический инструмент, имеет отличную стойкость к истиранию и справедливую прочность.
Не упускайте из виду дизайн машины
Большинство ударных прессов изготавливаются с рамкой C или O (портал). Обе они могут производить высококачественные детали на исключительной скорости, хотя их производительность будет зависеть от применения штампов.
Машины C-frame имеют ОЗУ в верхней части и в конце рамы, в то время как системы O-frame имеют ОЗУ в центре рамы. Если обработка более толстого или тяжелого материала, или если у вас есть высокотоннажные приложения, вы можете рассмотреть портальную рамку машины. Рамка в стиле о помогает предотвратить смещение или искажение при ударе. Более высокие тонажи могут отклониться в машине типа с, где возможна более гибкая рамка.
Металлические удары: общая картина
Низкое качество края может иметь много коренных причин. Плохое точение и обслуживание инструмента может быть виноват, но вы можете найти и других виновных. Ваша машина может быть не в порядке. Вам могут понадобиться специальные инструменты или инструменты с процедурами или покрытиями. Инструмент steels в штампах и штампах может не подойти для применения. Конструкция машины, включая тип рамы, также может быть учтена в уравнении.
Если проблемы края сохраняются, старайтесь не спешить с выводами, не рассмотрев сначала все потенциальные причины. Это поможет вам вернуться к тому, что действительно важно: производство высококачественных деталей.
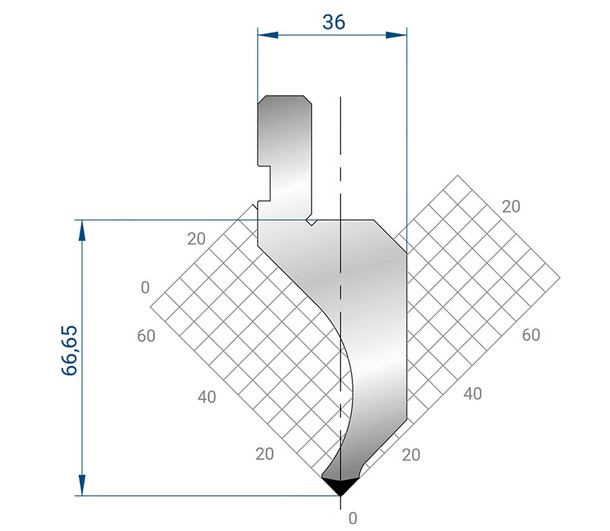
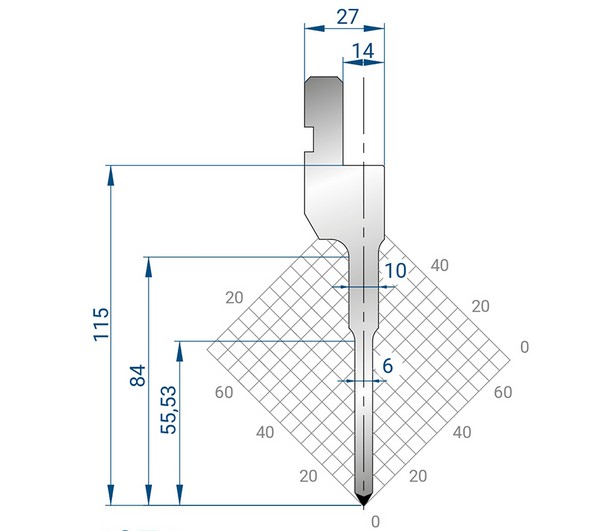
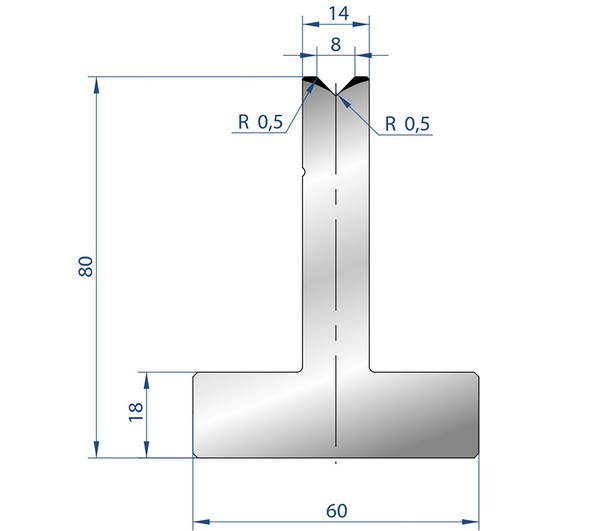
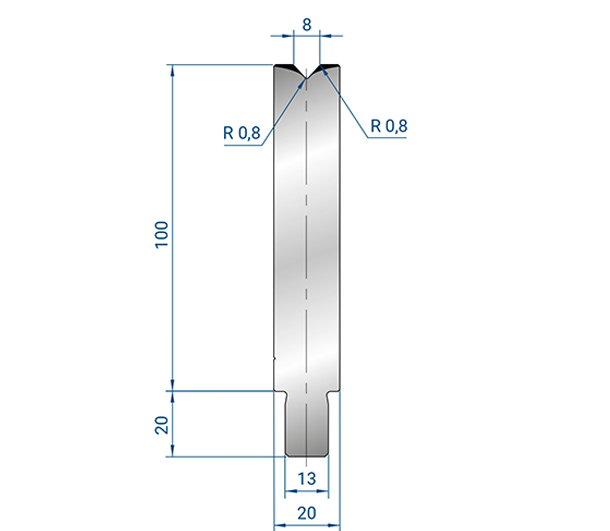
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из:https://www.thefabricator.com/thefabricator/article/punching/troubleshooting-the-punched-sheet-metal-edge-when-metal-punching