2025-03-24
Вопрос: Когда вы обсуждаете правило 20% в своих статьях, вы используете холоднокатаную сталь (CRS) с пределом прочности на разрыв 60 KSI в качестве базового значения для оценки радиуса изгиба различных материалов. Вы также упомянули, что 60 KSI — это предел прочности на разрыв A36 CRS.
Наряду с пределом прочности на разрыв я видел термины «предел текучести» и «предел прочности на разрыв». Когда вы говорите о пределе прочности на разрыв, я предполагаю, что вы имеете в виду предел прочности на разрыв, а не предел текучести?
Ответ: Как и многие термины в нашей отрасли, предел текучести и предел прочности на разрыв часто используются взаимозаменяемо. Конечно, они не являются взаимозаменяемыми и имеют точные значения и значения. То же самое можно сказать и о терминах изгиба, таких как допуск на изгиб, внешний отступ, вычет изгиба и k-фактор.
Проще говоря, предел текучести представляет собой точку, в которой упругое свойство металла становится пластичным. Упругим свойством является момент, когда материал освобождается от нагрузки и возвращается к своей первоначальной форме. Когда нагрузка достигает предела текучести, материал изгибается и остается изогнутым, за исключением нескольких градусов пружинения
Предельная прочность на разрыв (часто называемая пределом прочности на разрыв) представляет собой величину напряжения или нагрузки, которую может выдержать материал, пока он не начнет растягиваться и в конечном итоге не сломается. Другими словами, предел прочности на разрыв — это сопротивление материала натяжению, вызванному прилагаемой механической нагрузкой — в данном случае пуансоном гибочного пресса. Точка разрушения говорит сама за себя; ты сломал его, чувак. И ты прав, я работаю с предельной прочностью на разрыв, с 60 000 фунтов на кв. дюйм в качестве среднего значения прочности для нашего базового материала из мягкой стали.
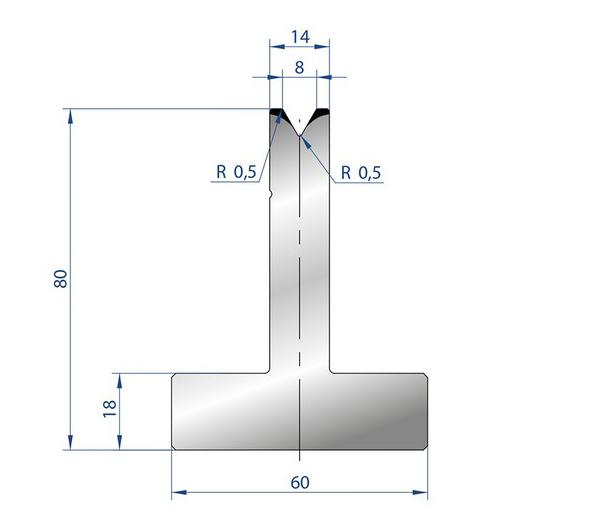
Правило 20% помогает определить, каким будет радиус воздушной формовки при изгибе над определенным отверстием матрицы. (Она названа в честь формовочного поведения нержавеющей стали 304, которая формирует свой радиус примерно на 20% от отверстия матрицы.) Я даю диапазон процентов радиуса для различных материалов. Для стали A36 проценты отверстия матрицы могут варьироваться от 15% до 17%, при этом 16% является медианным значением. Таким образом, когда вы производите формовку воздухом A36, результирующий радиус будет составлять от 15% до 17% от отверстия матрицы.
Диапазон значений может быть даже более значительным в некоторых случаях. Почему? Ответ прост: нет двух одинаковых кусков материала. Значения предела прочности на растяжение, предела текучести, твердости, модуля упругости и других переменных различаются в пределах каждой плавки. (Теплом — это название каждой новой партии расплавленного металла). Это также причина, по которой правило 20% является всего лишь эмпирическим правилом. Однако это достаточно точное эмпирическое правило.
Вопрос: Мы гнем небольшие листовые металлические пружины шириной 0,213 дюйма и длиной 1,33 дюйма. Для этого требуется четыре 90-градусных изгиба и от двух до четырех дополнительных открытых изгибов. Материал обычно толщиной от 0,003 до 0,015 дюйма, полностью или полужесткая нержавеющая сталь серии 300, все фототравленое. Мы используем очень точный и воспроизводимый листогибочный пресс с индивидуальными инструментами, которые мы изготавливаем на месте. Подходят ли методы и формулы воздушной гибки, используемые для более тяжелых деталей, для этих очень маленьких деталей?
Воздушная гибка хорошо подходит для более тонкой заготовки, но мои более толстые детали имеют тенденцию складываться и трескаться. Я нахожусь в процессе создания новых инструментов с большим радиусом пуансона, но проектировщики деталей, как правило, располагают вырезы слишком близко к изгибам или хотят, чтобы изгибы были очень близко друг к другу, поэтому я немного ограничен в том, что я могу сделать. У нас также есть готовящиеся детали с изгибами на 150 градусов, для которых требуется гораздо больший радиус, и я не уверен, как должен выглядеть этот инструмент.

Ответ: Имея когда-то собственную мастерскую, выполняя ту же работу, что и вы, я могу вам без сомнений сказать, что да, формулы работают как с мелкосерийными, так и с крупносерийными материалами. Однако вы не упомянули допуски на готовые детали. Побывав там однажды, я предполагаю, что вы работаете со значениями ±0,001 дюйма и углами с погрешностью в полградуса. Это, конечно, мало, но погрешность в процентах от толщины материала примерно такая же, как и для более толстого материала, около 10% от толщины. Это позволяет относительно легко удерживать детали в соответствии со спецификациями, указанными в печати.
Нужно ли включать расчеты для допуска на изгиб и вычета изгиба? Ответ: ... иногда. Да, я понимаю, что это был расплывчатый ответ, поэтому позвольте мне объяснить.
Если вы формируете с радиусом носика пуансона, равным или меньшим толщины материала, расчетные значения настолько малы, что, по большей части, они не сильно влияют на конечные размеры детали. Тем не менее, острые изгибы все еще случаются даже в этом масштабе — об этом подробнее чуть позже.
С другой стороны, радиусы изгиба, которые больше толщины материала, обычно требуют учета вычетов изгиба и допусков изгиба из-за удлинения, которое произойдет.
Для изгиба в таком маленьком масштабе требуются уникальные инструменты. Во-первых, найдите себе несколько тонкошлифованных, глубоко закаленных (FG DEH) режущих линеек, например, резаки Sandvik Dieflex. Они около 2 дюймов в высоту и острые как бритва на режущей кромке. Будьте осторожны. Они могут легко порезать вас до кости, просто держа их в руках. Вы можете взять тонкий напильник и сломать кромку, чтобы сделать их более безопасными.
Когда радиус пуансона такой острый, даже изгиб с толщиной материала 0,010 дюйма может быть острым. Вам нужно будет следить за всем, что подразумевает острый изгиб. Используйте то же правило для больших радиусов изгиба и установите на пуансон кусок круглой заготовки с правильным радиусом.
Для изгибов большего радиуса сделайте пуансон так же, как мы обсуждали. Но здесь я бы сделал свои большие изгибы в уретановой подушке. Сделайте коробку-фиксатор с воздушным каналом под уретановой подушкой. Уретановая подушка должна иметь твердость от 50 до 60 и быть в 10 раз больше объема материала и радиуса пуансона. Уретан действует как сплошная гидравлика и равномерно распределяет нагрузку во всех направлениях, заставляя материал принимать профиль пуансона
Для изгибов, которые находятся близко друг к другу на очень маленьких деталях, вам нужно будет проявить креативность. Возьмите четыре отрезка режущих линеек, немного сместите две из них, переверните одну пару и сделайте смещенный инструмент
Поговорите с вашим фототравлением о линиях полутравления, центрированных на линии изгиба для внутренней части изгиба. Этот процесс устанавливает линию изгиба для изгибов в любом направлении.
Последний совет: центрирование пуансона и матрицы является одной из самых важных частей настройки листогибочного пресса. Но вопрос в том, как выровнять острый как бритва пуансон толщиной 0,032 дюйма и поместить его в центр отверстия матрицы шириной 0,04 дюйма? Он слишком мал, чтобы увидеть его с расстояния в несколько дюймов. Увеличительное стекло не подойдет, потому что вы не сможете подойти достаточно близко, чтобы использовать его, и вы не сможете просунуть голову между кроватью и плунжером, так как же вы увидите его, чтобы отцентрировать?

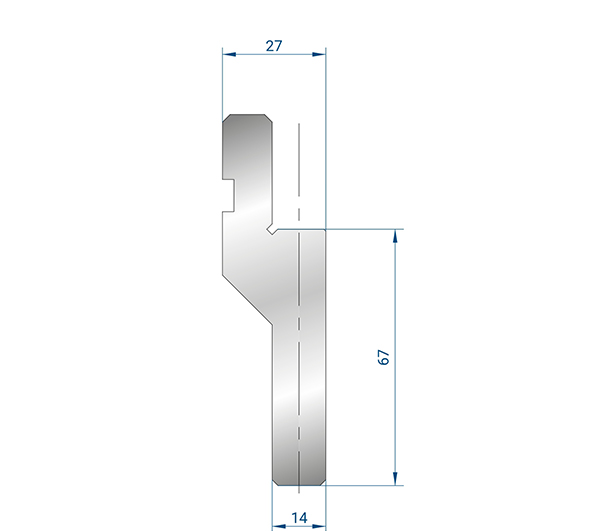
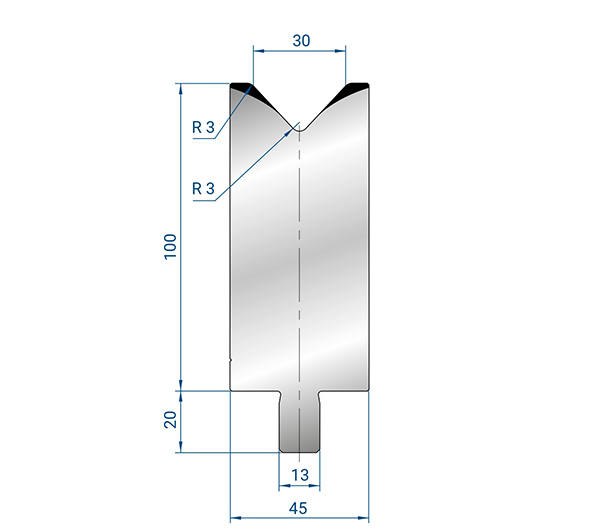
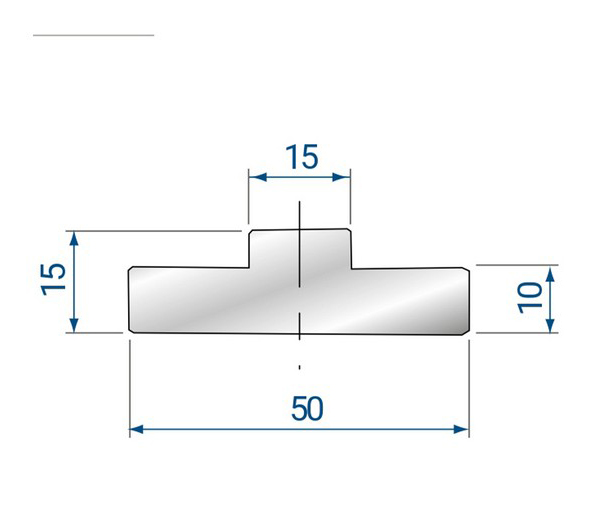
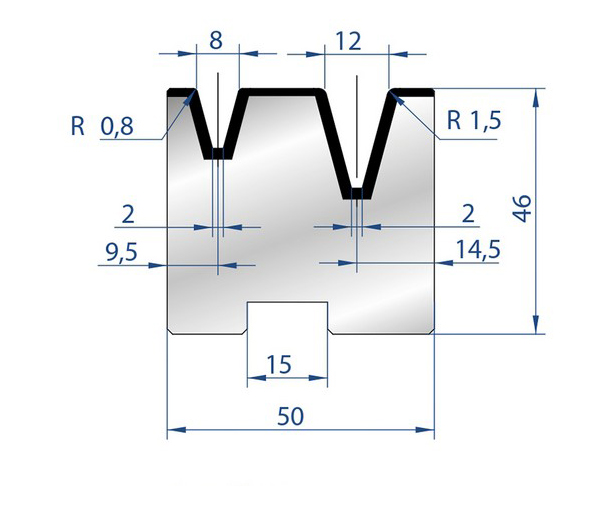
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из:https://www.thefabricator.com/thefabricator/article/bending/the-absolute-necessity-of-aligning-press-brake-tooling