2025-02-07

Как цеха по металлообработке могут более эффективно устранять одно из распространенных узких мест при гибке
Представьте, что вы заметили низкие показатели эффективности в отделе пресса для гибки. Кажется, что узкое место в гибке заставляет задерживать выполнение заказов на предприятии. Что происходит?
Вы подходите к отделу гибки, где видите кучи полуфабрикатов. Стопки панелей разных толщин лежат с острым изгибом на одном краю — это предварительная форма заготовки. На прессах операторы меняют острые матрицы на матрицы для выпрямления, а затем возвращаются к стопке, чтобы выпрямить этот острый изгиб и сделать из него край.
На другой гибочной станции вы видите двух операторов, поднимающих большую панель высоко в воздух, чтобы создать тот самый острый изгиб. Это утомительно, медленно и является эргономическим кошмаром.
На еще одном прессе вы видите, как операторы с помощью молотков вытаскивают подкладки из открытых кромок. Эти открытые кромки создают соединение с зацепом, которое должно упростить сборку, если бы только эти детали можно было вывести из отдела пресса для гибки.
Выпрямление против формирования кромок
Производители могут использовать пресс-матрицы для выпрямления, чтобы сделать кромки, но существует тонкая разница между выпрямлением и формированием кромок. "Формирование кромки и выпрямление — это действительно два разных процесса, и они выполняют разные задачи", — сказал Стив Браун, менеджер по продуктам для гибки компании Wilson Tool, Уайт-Беар-Лейк, Миннесота. "Для выпрямления вы действительно используете инструмент, похожий на тяжелый молоток. Не только можно выпрямить кромку, но и выпрямить материал. Опять же, вы используете его, как молоток."
Для формирования кромки пресс делает острый предварительный изгиб, а затем выполняет окончательную операцию по формированию кромки. Инструмент частично формирует кромку, чтобы создать каплевидную кромку. После того как закрытая кромка сформирована, штамп снимает давление, и кромка слегка распрямляется, образуя почти нулевой радиус на внутренней стороне.
Когда вы выпрямляете кромку, материал фактически "сжимаются" сам на себя, как при процессе штамповки или вырубки. Это эффективно создает радиус изгиба внутренней части равный 0. Действительно, пресс-матрица для выпрямления остается одним из немногих инструментов, используемых в гибке, которые выполняют настоящий процесс "штамповки" или "вырубки", когда в операции гибки преобладает точечная воздушная формовка.
Инструменты для выпрямления могут сформировать закрытую кромку и затем продолжить приложение давления (подход "большого молотка") для выпрямления. Но специализированные инструменты для формирования кромок обычно не делают этого. Они применяют достаточное давление для создания желаемой кромки, и на этом все.
На рисунке показано три типа металлических кромок.
Рисунок 1. На прессах для гибки обычно формируют один из трех типов кромок из листового металла: закрытую, открытую и каплевидную. ASMA LLC
Процесс формирования кромки кажется простым, но на самом деле в нем скрыты нюансы. То, как инструмент для формирования кромки подходит к последнему этапу создания кромки, зависит от желаемой формы кромки и — что наиболее критично — от инструментов, которые использует отдел гибки.
Инструменты варьируются от самых простых — включая "большие молотки" для выпрямления — до индивидуальных и специализированных наборов инструментов, включающих уникальные формы инструментов, пружины и гидравлику, которые позволяют создать даже самую сложную кромку всего за несколько ударов.
Какой инструмент выбрать, зависит от применения, от того, сколько операций по формированию кромок выполняется, и сколько времени эти операции занимают. Важнейший фактор здесь — это измерение времени. Длинная кромка, требующая нескольких настроек, может значительно замедлить процесс гибки.
Острые и выпрямляющие матрицы
Самый базовый способ создания кромки — это использование острых матриц, за которыми следует матрица для выпрямления. Если у инструмента одинаковая высота закрытия, операторы могут установить острые матрицы для гибки — с V-образными матрицами, которые подходят для различных толщин материала, требующих формирования кромок — рядом с матрицами для выпрямления. Однако в большинстве случаев, особенно когда задействованы несколько толщин материала, операторы выполняют операции по формированию кромок в два этапа: один для острого изгиба, а другой — для выпрямляющих матриц. "Вот почему у нас всегда были проблемы с эффективностью при формировании кромок", — сказал Браун.
Большинство настроек с выпрямляющими матрицами являются свободными формами. То есть операторы размещают частично сформированную кромку на выпрямляющих матрицах без использования задних упоров. Они просто ориентируются по месту расположения заготовки, прежде чем начать операцию на прессе. Задние упоры могут помочь оператору удерживать заготовку в стабильном положении на этапе подхода штампа, но во время гибки эти упоры должны быть убраны.
Инструменты для формирования кромок на одной станции
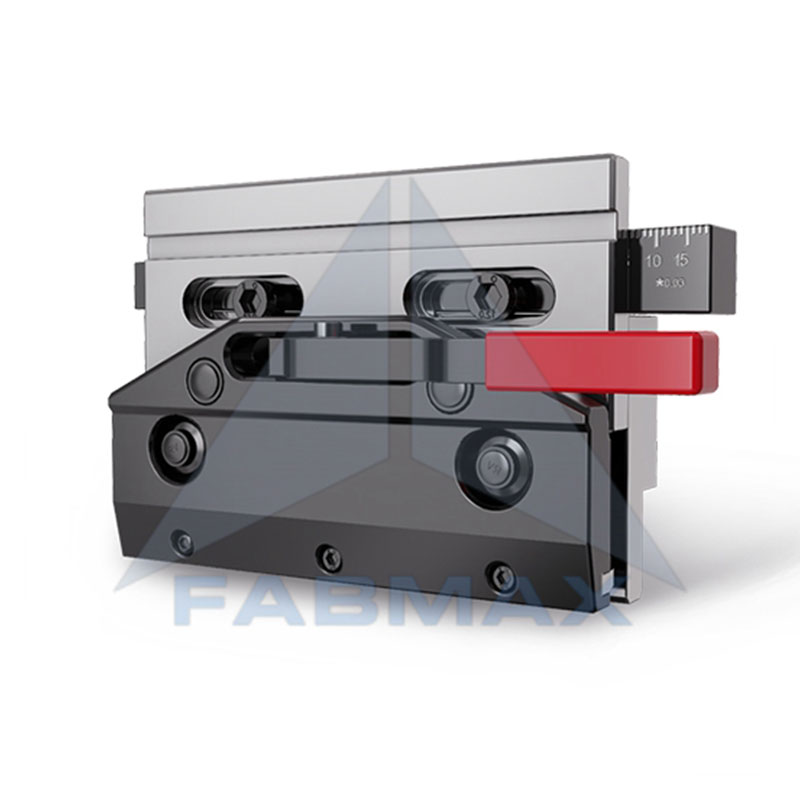
Инструменты для формирования кромок на одной станции объединяют все необходимые удары для формирования кромки в одном инструменте. Один из самых популярных вариантов включает пружинные механизмы (см. рисунок 2).
"В этих инструментах пружина поднимает центральную часть. Вы размещаете деталь в отверстии. Затем опускаете пуансон и сжимаете кромку."
Это сказал Дон Вандер Уолл, лидер технической инженерной группы компании WILA USA, Луисвилл, Кентукки. Он добавил, что другие инструменты обеспечивают полку или посадочную поверхность на плечах матрицы, где оператор может выполнить последний изгиб для формирования кромки. Эти инструменты особенно полезны, поскольку они могут делать больше, чем просто формировать кромки. Если серия операций требует острого углового изгиба без формирования кромки, такие инструменты могут остаться на прессе для гибки и использоваться для этих операций.
Что из этого лучше всего работает, зависит от множества факторов. Как первый шаг, Браун сказал, что мастерские должны обратить внимание на длину своих кромок. Короткие кромки можно изгибать на одном наборе инструментов с острыми и выпрямляющими матрицами с одинаковой высотой закрытия. Конечно, этот подход не подходит для кромок длиной более половины длины пресса для гибки. В этих случаях операторы не смогут избежать разборки острого инструмента и замены его на наборы для выпрямления для создания кромки. В таких случаях инструменты для формирования кромок на одной станции могут быть хорошим вариантом.
Какой стиль инструмента для формирования кромок на одной станции выбрать, зависит от применения, включая форму кромки, которую необходимо создать. Некоторые специальные инструменты имеют элементы, которые контактируют с острым фланцем таким образом, чтобы сохранять меньший радиус при создании кромки. Это может изменить окончательную форму кромки. Как и прежде, лучший вариант зависит от материала, с которым вы работаете, и от размеров кромки, которые необходимо сформировать.
Применение на более толстых материалах
Также возникает проблема с этими инструментами при работе с более толстыми материалами, такими как 12 или 14 калибра, особенно на больших длинах. Как объяснил Браун, матрица может быть достаточно широкой, чтобы сформировать начальный изгиб, но с формированием кромки возникают сложности.
"Толстый материал будет иметь больший [внешний] радиус, который становится сложным для сжатия в процессе окончательного формирования кромки. При неправильных инструментах, не имеющих достаточного контакта с материалом, кромка может попытаться выскочить к оператору. И чем длиннее деталь, тем чаще это происходит."
Вандер Уолл добавил, что это также касается инструментов с полкой на плечах матрицы. "Этот дизайн обычно ограничивает вас легкими материалами. Он не подходит для более толстых материалов. У вас есть небольшая полка, которую вы используете для выпрямления кромки. Если вы пытаетесь сформировать кромку из жесткой нержавеющей стали, материал может выскочить наружу."
О тяге
Подавляющее большинство операций по формированию кромок связано с тонким материалом, но некоторые включают более толстые и/или более прочные материалы, которые могут быть тяжело воспринимаемы прессом для гибки. В этих случаях проблема с передне-задней тягой может стать актуальной. Чрезмерная сила во время выпрямления может привести к смещению и перекосу верхней и нижней матриц. Еще хуже, если операция перегрузит машину и приведет к деформации штампа, постепенно приводя к его постоянному прогибу.
Обычно тяга не вызывает проблем при работе с тонкими материалами, но по мере увеличения толщины материала и длины кромок сила возрастает. В таких случаях могут помочь матрицы с амортизацией тяги. "Если вы выполняете периодические операции по формированию кромок с большой тягой, возможно, вам повезет," сказал Браун. "Но если у вас есть продукт с кромками из толстого, трудного материала, инвестировать в матрицу с амортизацией тяги — это умный шаг. Или вы можете заменить или отремонтировать пресс для гибки. Эта тяга куда-то пойдет."
"Когда вы переходите на материалы толщиной более 14 калибра и пытаетесь сформировать кромки из 12 калибра или 3/16 дюймов, тяга может быть значительной," сказал Вандер Уолл. "Вы предварительно изгибаете, чтобы получить острый угол, но затем у вас есть операция по формированию кромки, которая поглощает боковую тягу." Он описал одну установку, в которой инструмент движется назад, чтобы компенсировать формирующие силы, поглощая тягу и спасая пресс для гибки от серьезных повреждений.
Как избежать трещин
Проблемы с трещинами также могут возникать, особенно на жестких нержавеющих сталях и алюминиях, таких как 6061-T6. Как сказал Браун, "Если вы возьмете жесткий алюминий и начнете формировать кромки, вы, скорее всего, получите трещины, даже если будете изгибать его против волокон материала. Но для некоторых марок нержавеющей стали, как на столешницах из нержавейки, это вполне возможно."
Вандер Уолл добавил, что на очень толстых материалах лучший способ избежать трещин — это формировать каплевидные кромки. Геометрия такой кромки все равно обеспечивает защиту края, но при этом она может быть сформирована без трещин и более стабильно. Оператору не нужно напрягаться, удерживая заготовку на месте. "С более толстыми нержавеющими сталями иногда нужно несколько человек, чтобы удерживать большую деталь на месте, пока инструмент выпрямляет кромку. Это не идеальный вариант."
В этих сложных ситуациях Ларри Боден, специалист по инструментам для пресса для гибки компании Mate Precision Technologies, Анока, Миннесота, предпочитает каплевидные кромки, особенно для нержавеющей стали. Он конкретно рекомендует обратить внимание на радиус, который образуется при начальном остром изгибе.
"На остроугольном изгибе вы хотите, чтобы внутренний радиус соответствовал радиусу готовой кромки. Когда вы начинаете сжимать материал, он начинает прокатываться, край касается металла и начинает подниматься. Это выглядит хуже, чем каплевидная кромка, и образуется зазор, который может быть опасен для резки. Чем сильнее вы пытаетесь его выпрямить, тем больше он поднимется. Вот почему лучше не выпрямлять его полностью."
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/press-brake-controllers-and-the-bend-deduction-of-sheet-metal