2025-03-13
Время — деньги в производстве, и время — это время, когда вы пытаетесь вывести новый дизайн на рынок или выпустить ревизию для устранения критической проблемы. Чтобы справиться с нехваткой времени, дизайнеры используют новейшее поколение инструментов для твердотельного моделирования и расширяют границы с помощью своих последних творений. В результате производители должны выяснить, как превратить искусство в детали, включая то, как лучше всего резать и сгибать сложные конструкции, если гибка вообще возможна. Исторически изготовление прототипа включало в себя то, что оператор резал несколько деталей, а затем отдавал их оператору гибочного пресса или наладчику, чтобы проверить, можно ли их согнуть. Затем оператор гибочного пресса перебрал несколько различных вариантов инструментов и, возможно, несколько различных вариантов последовательности гибки. Перенесемся к нескольким бракованным деталям позже, и люди наконец поняли, что они не могут изготовить деталь, либо потому, что инструменты были недоступны, либо потому, что сама конструкция делала формовку невозможной.Это дорого, особенно учитывая, что вы выводите свой листогибочный пресс из производства и превращаете его в прототип машины. Это также связывает одного из ваших опытных операторов листогибочного пресса, поскольку он оценивает последовательность изгиба, чтобы определить, можно ли согнуть деталь так, как она была спроектирована. Резка тестовых деталей приводит к потере материала и отнимает ценное время на штамповку или лазерную резку. В зависимости от материала, который отбраковывается, эта раздражающая игра проб и ошибок создает расходы, которые действительно накапливаются. В некоторых случаях речь идет не только о физических затратах, но и о процессе передачи информации оператору листогибочного пресса. Разработка плоских шаблонов из деталей в сборках, создание серии файлов DXF для импорта в вашу систему CAM для резки, подготовка гнезд и программ и создание размерных отпечатков для вывоза в цех — это затраты, оплаченные ценными рабочими часами.Что делать, если деталь отличается на несколько тысячных? Возможно, у вас нет нужных инструментов, но есть что-то близкое. Происходит доработка детали, за которой, возможно, последуют дополнительные тестовые детали, которые нужно вырезать и согнуть. Весь процесс может занять несколько часов. Сейчас существуют технологии, которые перемещают весь процесс вверх по течению. Прототипирование, выбор инструмента для гибочного пресса и пробные гибки в значительной степени стали цифровыми. Виртуальное тестирование
Для начала заказчик или ваш инженерный отдел выпускает сборку для прототипирования и выбирает деталь из сборки в вашем программном обеспечении для программирования офлайн-листового пресса. Оттуда выбирается листогибочный пресс, на котором вы собираетесь согнуть деталь, и система мгновенно оценивает, можно ли изготовить деталь, предоставляя обратную связь в реальном времени дизайнерам. Это можно сделать без создания нескольких файлов и передачи их в вашу CAM-систему для резки, создания программ для вашего лазерного или пробивного пресса или переноса деталей операторам листогибочного пресса в цехе.
Программное обеспечение для офлайн-гибочного пресса может определять последовательность гибки и, в большинстве случаев, дает вам возможность переопределить последовательность, если это необходимо. Кроме того, эти программные пакеты автоматически выбирают инструменты из библиотеки, которая отражает текущий запас инструментов. Некоторые программные пакеты также позволяют вам расширить автоматический выбор, включив библиотеку от вашего предпочтительного поставщика инструментов. Вы можете использовать эту мгновенную обратную связь для принятия решений с использованием точных, текущих данных об инструментах. Эти важные данные об инструментах также могут использоваться для корректировки бюджетов проектов и учета любого времени выполнения, необходимого для получения дополнительных инструментов.Если у вас есть инструмент, который близок к тому, что требуется для детали, какие последствия это будет иметь для детали и, возможно, для подгонки сборки? Теперь вы можете запустить симуляцию, проверить столкновения и соответствующим образом скорректировать. Если требуется смена инструмента, программное обеспечение листогибочного пресса внесет изменения в метаданные детали и отправит их обратно в систему проектирования, такую как SolidWorks® или Autodesk® Inventor®. Рассмотрим рисунок 1, на котором исходный дизайн и развертка указывают размер 22,735 на 29,34 дюйма. После того, как инженер выбирает инструменты, программное обеспечение отправляет эту информацию обратно в 3D-модель и развертку. В этом случае инструмент изменяет общие размеры до 22,593 на 29,114 дюйма, что существенно влияет на готовую деталь и сборку. Чтобы развить этот сценарий еще дальше, инженер может выбрать изгиб детали прямо в сборке и сравнить его с библиотекой инструментов для листогибочного пресса в процессе проектированияТехнология также позволяет вам принимать решения о вторичных затратах. Можно ли объединить несколько деталей, которые были изготовлены отдельно, в одну? Это сэкономит время, исключив необходимость в креплении и сварке. Возможность запустить 3D-симуляцию позволит вам виртуально формировать деталь и проверять ее на предмет столкновений. Если симуляция выявит столкновение, вы можете устранить его, изменив последовательность изгиба или способ использования задних упоров. Будет ли полезно для операции приобретение дополнительных инструментов? Возможно, специальный инструмент может согнуть смещенную или шляпную секцию за один удар. Имеют ли тормоза на полу тоннаж для такой операции? Возникнут ли какие-либо проблемы с калибровкой или столкновениями? Сколько времени может сэкономить этот инструмент? Программное обеспечение для моделирования может предоставить ответы до того, как какой-либо инструмент будет куплен или изготовлен. Дополнительным соображением при 3D-симуляции является безопасность листогибочного пресса. Вы можете тщательно изучить опасности безопасности с помощью инструментов визуализации, которые включают возможности проверки столкновений. Например, операторы листогибочного пресса, просматривающие симуляцию, увидят, коснется ли деталь верхней части листогибочного пресса в конце изгиба, что позволит им принять меры предосторожности при формовке детали.
Квалифицированный персонал по наладке становится все труднее найти, так как мы просто не видим большого количества выпускников, которые хотят стать операторами листогибочных прессов. Потеря опытного сотрудника может быть разрушительной. Во многих компаниях наладчики являются «базой данных» формовочных работ. Они знают, что при запуске определенной детали вам нужно выполнить эту специальную операцию или определенную последовательность, чтобы работа была правильно согнута. Если этот человек покидает компанию, то же самое происходит и с базой данных информации о том, как формировать детали. Программное обеспечение для моделирования перемещает эту базу данных — текущее состояние гибочных операций — из чьей-то головы в виртуальную реальность. Компании создают цифровую базу данных гибочных операций; если оператор покидает компанию или уходит на пенсию, можно сохранить богатство знаний. В этом смысле программное обеспечение помогает документировать племенные знания. Это не обязательно смягчает удар, когда талантливый наладчик покидает компанию, но это меняет роль наладчика. Этот человек больше не является только «базой данных» текущих настроек листогибочного пресса, но и ценным источником идей для улучшения. Операторы по-прежнему могут полагаться на наладчика, чтобы проверить, что гибочные работы соответствуют задокументированным процедурам. Но настоящая ценность наладчика проявляется, когда он или она может тщательно изучить текущее состояние гибки и улучшить его, будь то за счет более эффективного использования инструментов, более простой последовательности гибки или чего-либо еще.
Реальность такова, что может быть очень сложно обучить операторов тому, как сгибать компоненты. Моделирование с помощью автономного программного обеспечения для листогибочного пресса может предоставить пошаговые инструкции по формовке детали, что облегчает обучение новых операторов. Еще одной проблемой, особенно в компаниях, имеющих несколько листогибочных прессов с несколькими операторами, может быть повторяемость. Один оператор может выбрать один набор инструментов для формовки детали, а другой оператор может выбрать совершенно другой набор. В результате получаются две разные детали.Большинство платформ автономного программирования позволяют производителям назначать предпочтительные инструменты для сокращения времени настройки и установления стандартов. Если все операторы листогибочных прессов, изготавливающие одну и ту же деталь, используют одну и ту же программу, включая одинаковые последовательности инструментов и гибки, они будут правильно формировать детали. Цеха также могут оптимизировать порядок заданий на формовку, чтобы минимизировать время настройки. Мера предосторожности, которую следует здесь принять, заключается в том, что порядок не влияет на последующие операции. Например, возможно, семь деталей, необходимых для сборки, согнуты и ждут последних трех, поскольку им требуется другая настройка инструмента, которая будет использоваться позже в производстве. Хотя изменение порядка заданий в отделе листогибочных прессов может увеличить производительность гибки, это может не сократить общее время изготовления (от приемного дока до отгрузочного дока) для заказа. Группировка похожих заданий может увеличить объем незавершенного производства и задержать срочные заказы. Было бы лучше сгибать все детали для сборки последовательно, а не группировать похожие задания вместе, чтобы исключить или упростить переналадки?Программное обеспечение для моделирования помогает людям увидеть множество вариантов, но все они должны рассматриваться в более широком контексте. Цель состоит в том, чтобы стандартизировать процедуры и сократить каждую настройку, чтобы независимо от того, сколько инструментов нужно заменить и переставить или как часто, время между заданиями было минимальным.
Виртуальное прототипирование и автономное программирование для листогибочных прессов помогают производителям выявлять дорогостоящие ошибки проектирования на ранних этапах и предоставлять им информацию, необходимую для принятия решений, которые влияют на стоимость и сроки поставки. Если листогибочный пресс не производит нужные детали, он не зарабатывает деньги. А что, если листогибочный пресс производит неправильные детали? То есть, что, если машина формирует конструкцию прототипа, которую невозможно изготовить; или производственная деталь должна быть отбракована из-за неправильного программирования или настройки инструмента «давайте просто сделаем так, чтобы она работала»; или деталь, которая еще не нужна, обречена лежать в незавершенном производстве в течение нескольких дней или недель? В этих и других случаях ваш листогибочный пресс не просто не зарабатывает деньги, он теряет деньги. Аналогично, если люди на производстве борются из-за того, что процессы не документированы, а «ответственный» человек ушел из компании, цех также теряет деньги на своих инвестициях в персонал. Автономное программирование и моделирование защищают инвестиции как в оборудование, так и в персонал. Люди не должны тратить свои дни, пытаясь понять, как все делается; Вместо этого им следует продолжать производство и — отчасти благодаря цифровым документированным процедурам и моделированию — открывать способы изготовления качественных деталей за меньшее время, от сырья до отгрузочного дока. В конце концов, время еще не пришло.
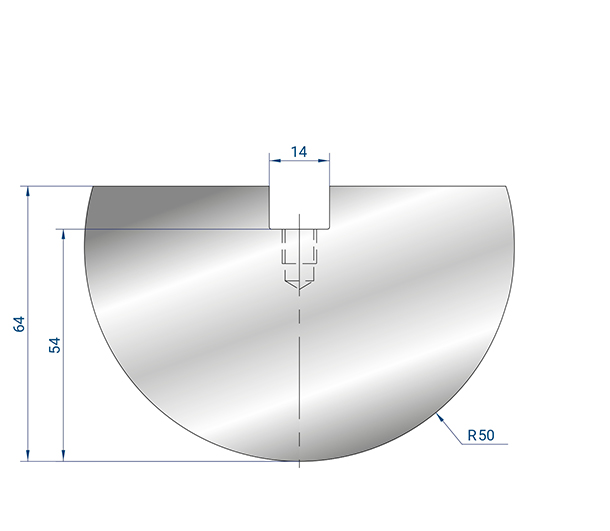
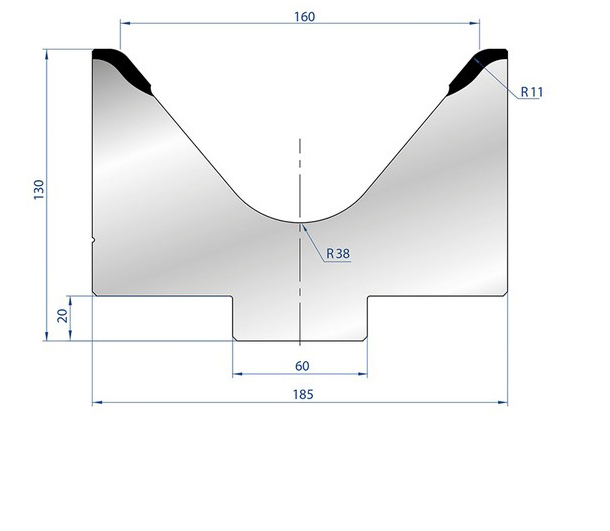
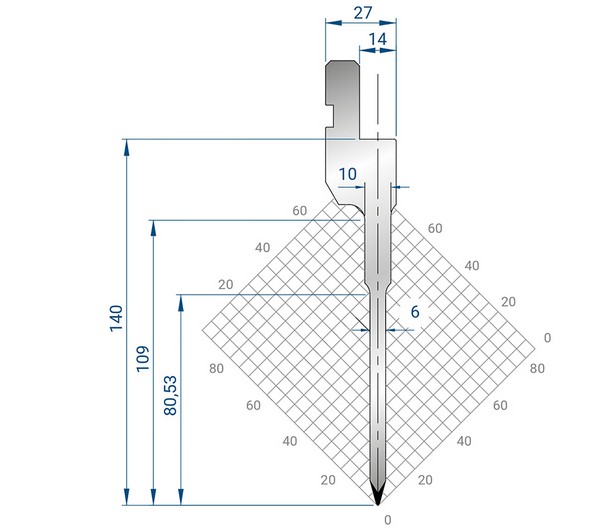
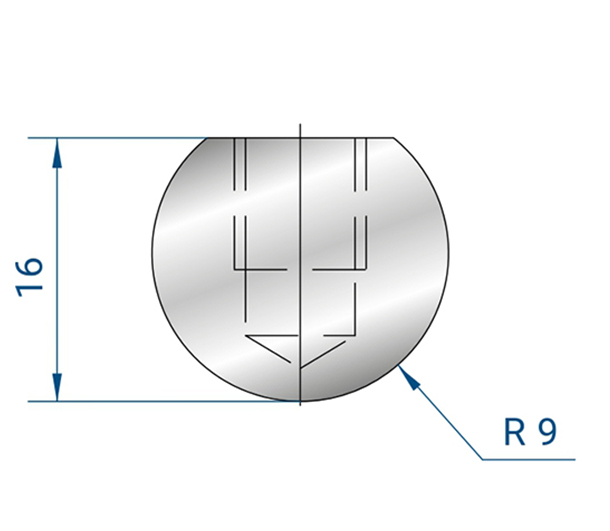
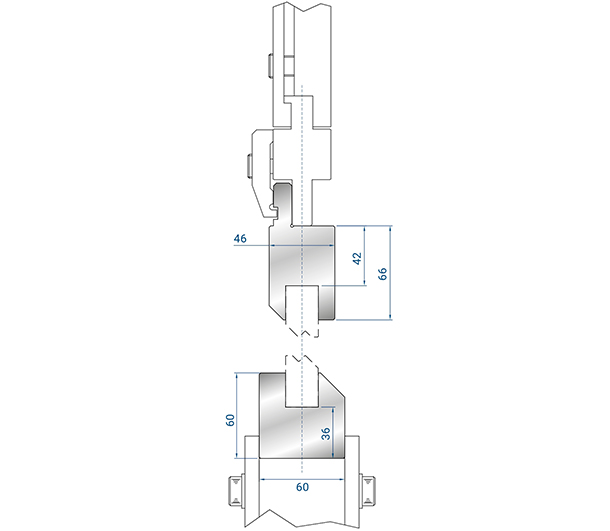
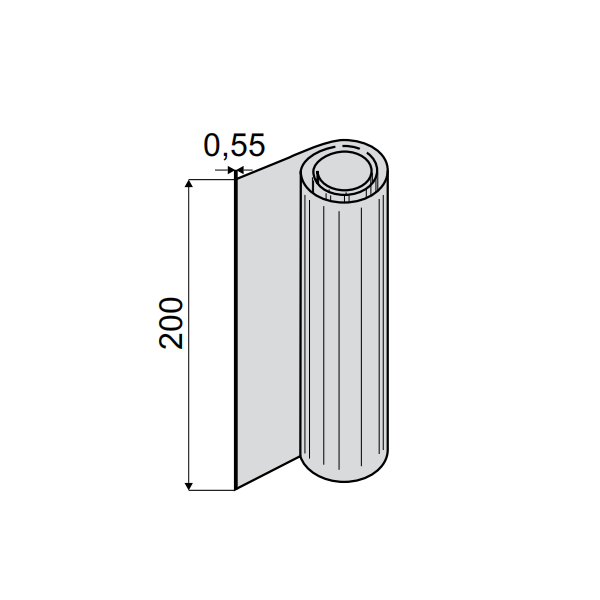
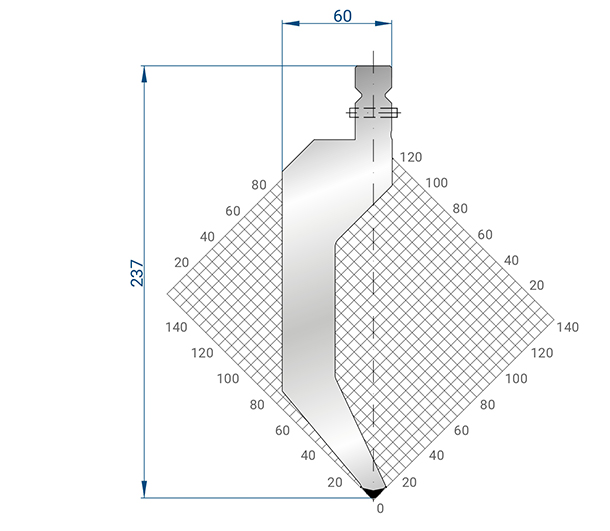
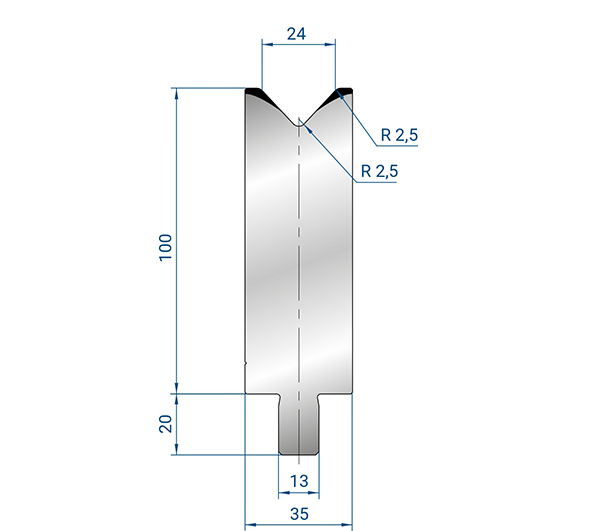
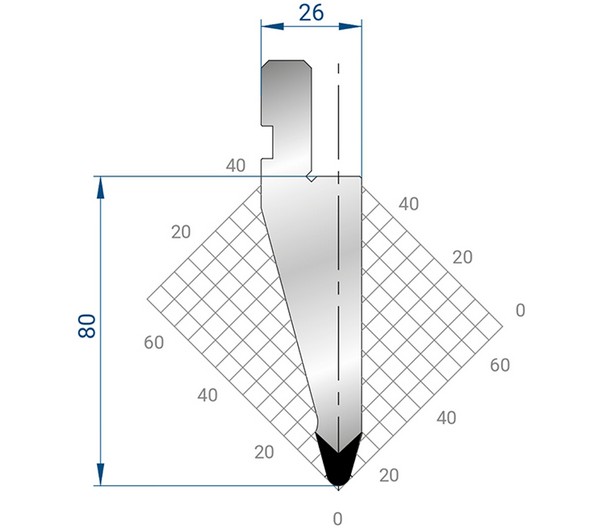
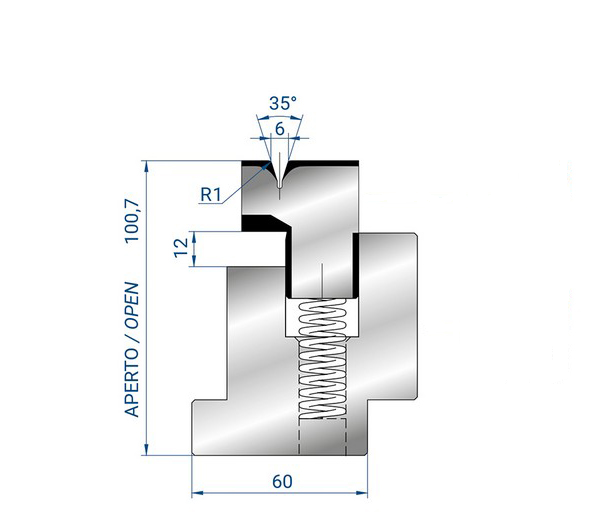
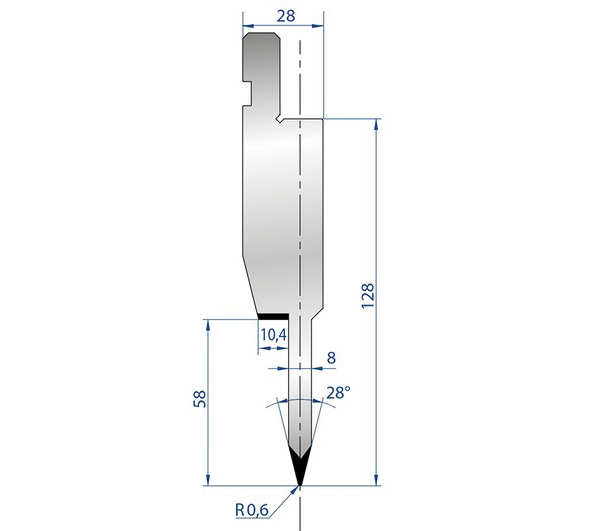
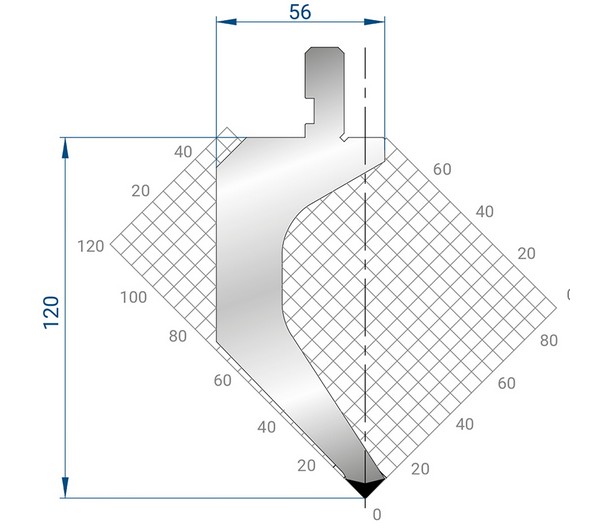
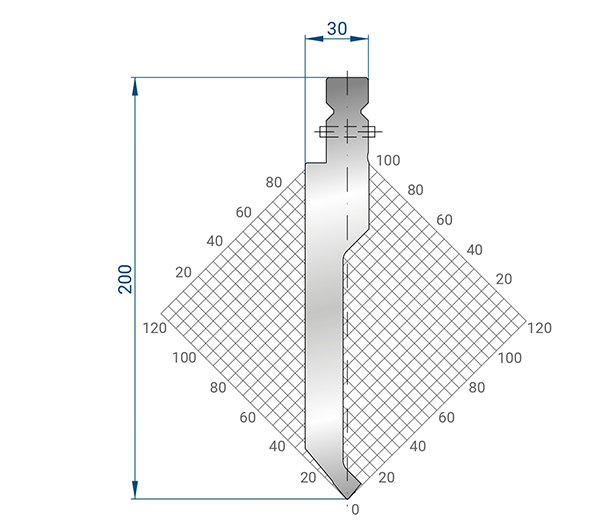
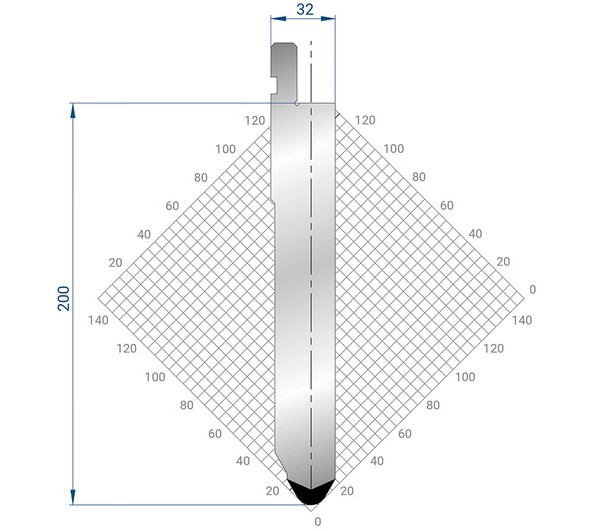
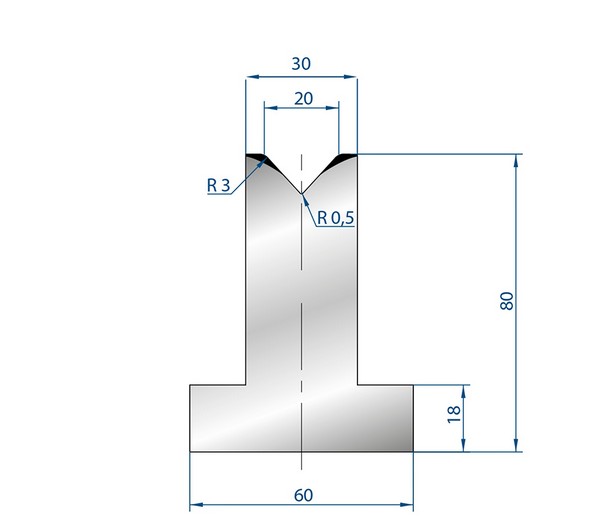
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из:https://www.thefabricator.com/thefabricator/article/bending/press-brake-strategies-bending-the-right-part-at-the-right-time-in-the-right-way