2024-11-15

Размер материального зерна имеет значение в листом металле bendingQuestion: спасибо за всю большую информацию, которой вы делитесь каждый месяц, включая учебники и колонку. Я никогда не думал, что рискну так далеко в сорняках и действительно применить такие подробные знания листового металла формирования. Продолжай в Том же духе.
Я знаю, что вы много раз писали о направлении зерна и его влиянии на формирование на пресс-тормоз. Почему направление зерна легко заметить на одних простынях, в то время как на других направление зерна может быть трудно увидеть?
Кроме того, в чем разница между кристаллом и зерном? Как размер зерна влияет на всмятимость? И как мне противостоять изменениям, вызванным запуском деталей производства, с этими изменяющимися чертами?
Ответ: вы могли подумать, что раньше были в сорняках, но обернитесь и посмотрите в окно. Видишь эти поля сорняков, тянущиеся к горизонту? Ну, туда мы и направляемся, прямо там, в сорняках. Так что надевай ботинки. Это должно стать интересным путешествием!
Листовой металл и пластинка могут быть исключительно непредсказуемыми, особенно когда они образуются на пресс-тормозе. Воздушно-сформированная часть иногда может искажаться во всех видах непредвиденных направлений, и без видимой причины. После многолетнего опыта работы хорошие специалисты по тормозным системам, зная нюансы материала и их машины, могут ограничить это искажение.
Для достижения наилучших результатов в проекте, высококвалифицированные работники деревообрабатывающей промышленности изучают слой зерна и текстуру древесины перед началом работы. Высококвалифицированные тормозные операторы делают то же самое с листовым металлом. Они адаптируют программу и машину, зная, как направление зерна и другие свойства материала влияют на угол изгиба, радиус изгиба, разрешение изгиба, и вычитание изгиба.
Как вы скоро узнаете, размер кристалла в значительной степени зависит от производственного процесса металла, который, по расширению варьируется размер зерна и поэтому может влиять на последовательность изгибов во времени. Например, если изгиб трещится за пределами радиуса, он становится слабее, требует меньше давления, чтобы сформировать, и приводит к изгибу фланца.
Как зерно в дереве, зерно металла влияет на его поведение. Изменение свойств зерна, варьирующихся от листа к листу и партии к партии, создает множество непредвиденных проблем. Если металл был холодным или обработан, кристаллы растягиваются в направлении прокатки. Эта деформация приводит к размыванию кристаллов и создает зерно, которое мы видим. Эти недавно сформировавшиеся зерновые культуры имеют обратную ориентацию.
Изгиб (продольный) зерна в некоторых материалах повышает вероятность растрескивания, снижает требуемый тоннаж, меняет пружинку, а в некоторых случаях приводит к разрыву. В зависимости от применения, изгиб с зерном также может привести к оранжевому пилингу снаружи изгиба, особенно при попытке сформировать внутренний радиус изгиба меньше минимального радиуса изгиба для данного типа материала. Это лучшая практика, чтобы сохранить ваш внутренний радиус изгиба на уровне или выше изгиба минимума, особенно если изгиб продольный (с) направление зерна. При пересечении линии изгиба (перпендикулярно) или диагонали до основания радиус изгиба внутри может быть несколько меньше, если это необходимо.
Эти и другие переменные могут изменить сформированное измерение детали, что создает проблемы на последующих этапах. Сварщики и сборщики занимают больше времени, иногда доводя кусок вручную, просто чтобы получить часть, чтобы идти вместе. Качество окончательной сборки снижается, а затраты растут.
Для сведения к минимуму проблем, нажмите тормозные операторы должны обнаружить материальные различия и научиться работать с изменениями, а не против них. При этом они заменят головные боли качественными деталями. Итак, в следующих нескольких колоннах мы рассмотрим зерно в металле, что это такое и откуда оно берется.
8. Восемь факторов
Во время формования листовой металл расширяется снаружи изгиба и сжимается внутри изгиба. Степень неожиданной деформации определяется тем, насколько хорошо металл справляется с расширением и сжатием (среди прочих факторов) .
На деформацию при формовке листового металла влияют восемь основных факторов, многие из которых связаны с материальным зерном. Каждый из них зависит от того, как металл деформируется, что в свою очередь зависит от характеристик металла и от того, как он реагирует на формообразующие силы. Изучение, понимание и отслеживание этих факторов позволяет принимать корректирующие меры, которые сокращают различия между частями. Конечно, даже лучшие операторы по-прежнему будут испытывать ошибки. Однако, обращая внимание на эти восемь факторов, операторы должны видеть, что ошибки уменьшаются, а качество продукции улучшается.
1. Работа становится жестче. Пластическая деформация вызывает перемещения внутри структуры металла, что, в свою очередь, приводит к дополнительным перемещениям. Чем больше число перемещений, тем больше они взаимодействуют и закрепляются. Это закрепление снижает подвижность перемещения при одновременном укреплении металла, процесс, известный как холодные работы. Холодные рабочие процессы вызывают деформацию и, когда они сопровождаются уплотнением (или уплотнением штаммов), увеличивают прочность металла. Это происходит, когда холодная работа является последним рабочим шагом.
Вы можете контролировать затвердевание работы, изменяя скорость изгиба. Чем медленнее гибка, тем больше объем закалки. Наоборот, чем быстрее вы согнуть кусок листового металла, тем меньше работы закалки вы найдете в элементе. Конечно, изгибание ранее уплотненного материала потребует большего изгибающего давления.
Чтобы понять эти концепции, возьмите скрепку. Теперь разверните его и несколько раз изгибайте разветвленную проволоку взад и вперед в одном и Том же месте. Обратите внимание, как трудно сформировать металл в одном и Том же месте более одного раза. С каждым разом становится все сложнее.
Изгибание проволоки вправо и вперед создаст напряженную область с изменениями, которые сформировались и запутались вместе, увеличивая прочность материала. Увеличивая силу материала за счет холодной работы, вы будете вызывать соответствующую потерю полезности. Если вы продолжите изгибать проволоку туда и обратно, полосы вывихов будут накапливаться, и вы в конечном итоге сломаете и сломать проволоку.
2. Изменение твердости. Сталелитейные предприятия производят листовой металл в пределах зоны допуска по жесткости. Это означает, что два, казалось бы, одинаковых листа могут иметь совершенно разные характеристики пружинного тормоза-и нажмите тормозные операторы должны знать об этом.
3. Изменение толщины. То же самое относится и к толщине материала, определяемой в пределах допустимой зоны, соответствующей заданному материалометру. Так что, опять же, если это не объясняется применением гибки, два, казалось бы, одинаковых листа могут производить совершенно разные части. Весьма различные результаты особенно часто проявляются в тех случаях, когда измерения имеют множественные изгибы. Изменение толщины также приводит к изменениям в спрингбеке.
4. Местоположение линии изгиба. Особенность около изгиба меняет способ расширения, сжатия и деформации металла. Во избежание вытягивания и искажения элементов и отверстий центральная линия изгиба должна по меньшей мере в два с половиной-три раза превышать толщину материала от края отверстия или элемента.
5. Метод формования. Общими методами изгиба пресс-тормозов являются формование воздуха (или изгиб воздуха), донное изгиб (или изгиб дна) и изгиб. Обратите внимание, что бутилирование — это не то же самое, что скручивание. Подробнее об этом можно прочитать в архивах основ гибки на сайте fabricator.com, в Том числе в большой объединяющей теории гибки тормозов пресса, серии с сентября по декабрь 2015 года. В любом случае, если вы работаете с современным пресс-тормозом и инструментов в точности листового металла магазин, скорее всего, вы, вероятно, гибки воздуха.
6. Длина изгиба. Длина изгиба пропорциональна тоннажу, необходимому для изгиба. Изгиб, который применяется слишком много тоннажа на квадратный дюйм, может привести к смещению тормозного ram и боковых рам. Если вы смещаете ОЗУ до точки, превышающей предел нагрузки в центре нажатия на тормоз, вы можете привести к необратимому повреждению тормоза нажатия, известного как ОЗУ, что не позволит прессе сделать прямой поворот.
7. Направление зерна. В процессе превращения слитков металла в лист на стане металл оказывается между рядами роликов. Этот процесс удлиняет металлические кристаллы, которые дают металлическое зерно (подробнее об этом позже). Эти зерна имеют обратную направленность при холодном катке и лишь частично направлены в горячем катке.
8. Размер зерна. Размер зерна. Зерно внутри материала влияет на его прочность. Границы между зерновыми культурами выступают в качестве барьера для перемещения населения. В результате "проскальзывания" уменьшается, потому что соседние зерна имеют различные направления. Чем меньше зерна, тем меньше расстояние частиц перемещается по данной плоскости скольжения, поэтому чем меньше зерна улучшают прочность материала. На заводе размер и количество зерна, которым обладает материал, контролируется скоростью затвердевания от жидкого до твердого.
Идентификация зерна;
Возьмите кусок пластины или листового металла, очистите его, посмотрите на поверхность через микроскоп или увеличительное стекло, и вы должны увидеть что-то вроде изображения, показанного на рисунке 3.
Вы не всегда сможете увидеть направление зерна, но для некоторых простыней, возможно, не потребуется никакого увеличения вообще. Тем не менее, размер зерна является одним из наиболее важных факторов, которые следует учитывать, поскольку он влияет на все, от прочности материала до тяжести растрескивания, которое может произойти на внешней поверхности изгиба.
Производство стали начинается с расплавленного металла, который затвердевает, как материал охлаждается. По мере охлаждения происходит рекристаллизация. Что такое рекристаллизация, спросите вы? При более высокой температуре новые свободные от штаммов зерна образуются и растут внутри старых искаженных зерновых и на границах зерна (более поздние границы зерна). Новые зерна развиваются и заменяют деформированные зерна, вызванные уплотнением штаммов. С рекристаллизацией механические свойства материала возвращаются в исходное, более слабое состояние, становясь гораздо более уплотненными.
По мере рекристаллизации группы различных частиц объединяются в кристаллы, которые при холодном прокате создают то, что мы определяем как зерно в материале. Во время плавления, если многие зерна формируются одновременно, охлажденный металл будет производить большое количество зерна. Но если будет установлено меньше кристаллов, у них будет больше места для роста, что приведет к увеличению размера зерна и к небольшому количеству зерна.
Кристаллы скользят друг над другом во время формирования, делая это в областях, известных как плоскости декольте. По мере того, как кристаллы становятся все более тесно связанными друг с другом, они усложняют материал. Это увеличивает тоннаж, необходимый для формирования материала на пресс-тормозе, и делает металл более восприимчивым к растрескиванию и оранжевому пилингу.
В некоторых областях кристаллической структуры есть избыточные частицы, которые не являются частью симметричного образования кристалла. Эти области называются зерновыми границами, не являются частью хрустальной структуры и не имеют плоскостей декольте. Это усиливает эти границы.
Движение происходит вдоль плоскостей кристаллов, а не в пределах пограничных зон между ними. По мере уменьшения размеров зерна увеличивается плотность и количество приграничных районов (зерновые границы). Это увеличивает число границ, которые должны уступить место до того, как может произойти какое-либо перемещение.
Это объясняет, почему более сильные материалы имеют меньшие зерна. Материал с большим зерном, таким образом, будет более уток, слабее, и может быть легко сформировать. Тем не менее, мелкозернистые материалы также могут быть легко сформированы, в зависимости от свойств этих зерен и того, как они устроены. Мы продолжим в следующем месяце.
Это только начало.
Это, конечно, только верхушка айсберга. Но, как вы можете видеть до сих пор, когда дело доходит до изгиба на пресс-тормозе, размер зерна материала действительно имеет значение. И это обычное дело для фабриканта, чтобы манипулировать размером зерна, тоже. На самом деле, каждый раз, когда тормозные операторы поднимают факелы розы, чтобы нагреть материал перед формированием, они влияют на материальное зерно.
Во второй части мы углубляемся в детали, в Том числе в то, как материал обжигает и нормализуется, и применяя размер зерна, стресс и деформацию информации для нажатия на тормоз формирования.
Стив бенсон является членом и бывшим председателем совета прецизионных технологий листового металла международной ассоциации производителей. Президент компании ASMA LLC, steve@theartofpressbrake.com. Бенсон также проводит программу FMA Precision Press тормозной сертификат, которая проводится по всей стране. Дополнительную информацию можно получить на сайте fmanet.org/trainingили по телефону 888-394-4362. Последняя книга автора, «основы гибки», теперь доступна в книжном магазине FMA по адресу fmanet.org/store.
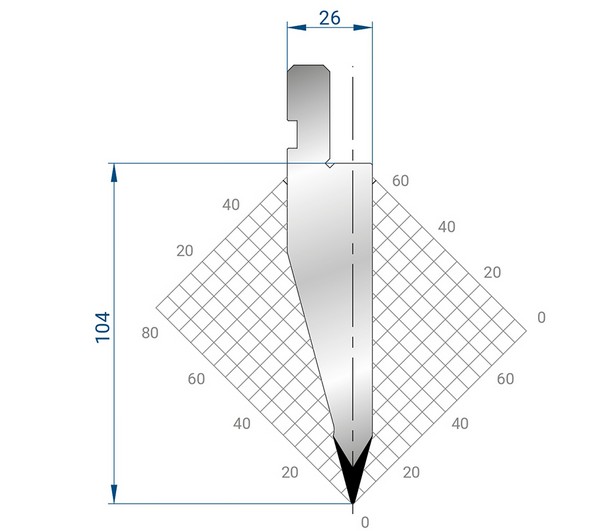
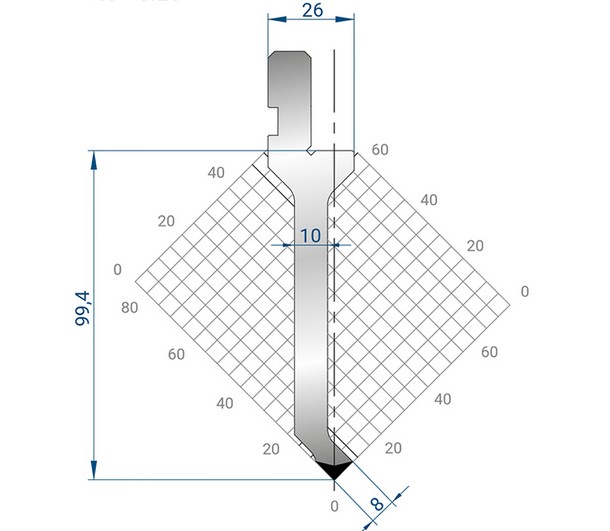
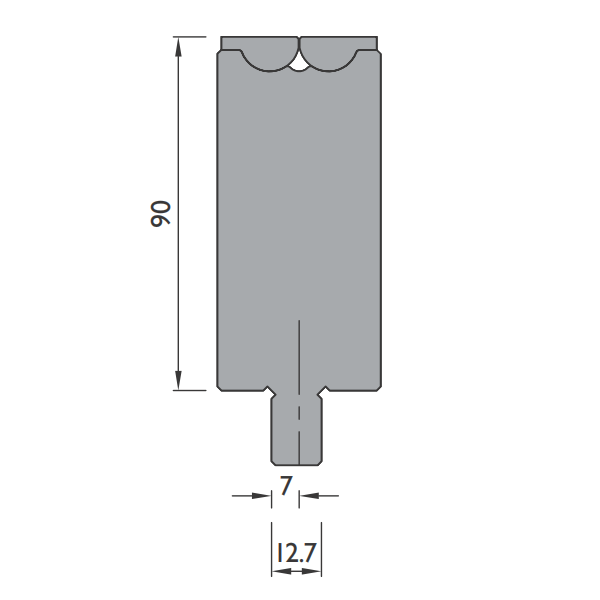
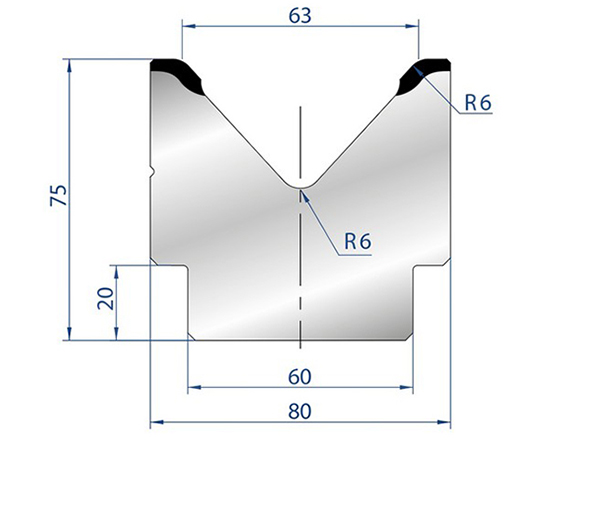
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/grain-size-part-i-material-grain-size-matters-in-sheet-metal-bending