2024-10-29
Сгибание без трещин, уменьшение или устранение заедания и предотвращение появления отметин
Алюминий все чаще используется в производстве и изготовлении металла из-за его легкости и некорродирующих свойств. Изготовление алюминия влечет за собой несколько проблем, характерных для гибки и формовки, например, получение острых изгибов. Как и в случае с любым металлом, производители должны быть бдительны, чтобы предотвратить образование трещин на изгибах. Производителям также необходимо принимать меры для уменьшения или устранения истирания. Поскольку алюминий мягче стали, он более склонен к появлению отметин, что особенно проблематично для деталей внешнего вида.
Иногда подходы к инструментам могут решить или облегчить эти проблемы. Менеджер по гибке Ливен Ванхонакер, LVD Co. NV; менеджер по гибочной продукции Стивен Браун, Wilson Tool Intl.; и президент Дэвид Фоскарини, Mecon Industries Ltd., дают советы и дополнительные рекомендации по применению инструментов для решения трех проблем гибки алюминия.
Стивен Браун, Wilson Tool: «Как лучше всего сгибать алюминий?» — это распространенный вопрос. Поскольку гибка — это формовка, на этот вопрос лучше всего ответить, если указать, какую марку алюминия вы хотите формовать. Каждая марка обладает определенными качествами, которые будут определять выбор инструмента. Если вопрос звучит так: «Как мне согнуть 5052-H32?» теперь это ценная информация, которая позволяет нам дать ответ.
Не будучи металлургом, вы можете определить марку алюминия по ее названию. Первые четыре символа указывают на состав материала. Например, 3030 указывает на 97,6% алюминия, 0,35% железа, 0,15% кремния, 0,10–0,70% марганца, 0,10 меди, 0,050–0,50 цинка и других микроэлементов. Процент кремния может дать подсказки о твердости и пластичности материала. Состав сплава алюминия 6061 составляет 97,9% алюминия, 1,0% магния, 0,6% кремния, 0,28% меди, 0,2% хрома и других микроэлементов. Процент кремния и хрома может дать подсказки о твердости и пластичности материала.
Если пойти еще дальше, можно сосредоточиться на символах после дефиса. Они обозначают твердость:
O = мягкий; H = полутвердый; T = обработанный (твердый)
3030-O
5052-H32
6061-T6
Изгиб острого внутреннего радиуса (IR) в мягком и полутвердом алюминии обычно не является большой проблемой. Поскольку O и H считаются мягкими, эти материалы, вероятно, будут легко гнуться при воздушной гибке. Наконечник пуансона и IR могут быть плотнее, поскольку материал более эластичен.
Сложность заключается в изгибе твердых марок алюминия. Если алюминий T, что означает твердый, материал будет слишком твердым, чтобы поддаваться наконечнику пуансона, поэтому IR должен быть в три раза больше толщины материала (MT), и желательно, чтобы алюминий был согнут против волокон.
На самом деле не существует серебряной пули, которая позволила бы вам сформировать небольшой радиус в материале, который настолько тверд, что имеет тенденцию к напряжению и трещинам. Твердым маркам алюминия просто нужен больший IR. Вы не тратите деньги на твердый алюминий, чтобы просто принять трещины напряжения. В твердом алюминии холодная формовка 1 x MT нереалистична.
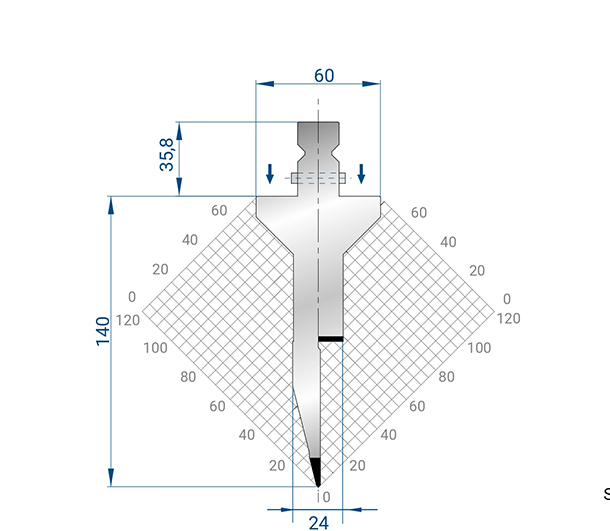
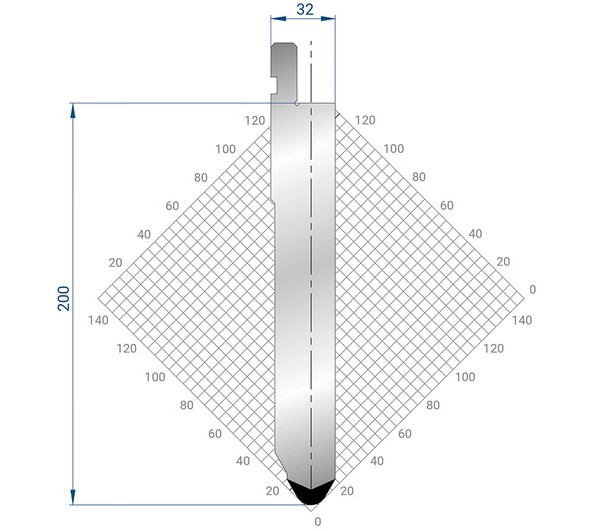
Ливен Ванхонакер, LVD: Прецизионно отшлифованные комплекты пуансонов и матриц могут обеспечить точную и аккуратную точку изгиба. Такая высокая точность помогает формировать острые изгибы в алюминии. Также важно использовать современный высокоточный листогибочный пресс, который может удерживать точное выравнивание пуансона и матрицы.

Кроме того, использование правильного типа гибочного инструмента для конкретного применения, например, гибка воздухом, чеканка или долбление, может помочь создать более острые изгибы алюминия. Кроме того, использование смазки, специально разработанной для алюминия, может минимизировать трение и предотвратить растрескивание и разрывы в процессе гибки.
Хотя современный листогибочный пресс с надежной повторяемостью и современный инструмент с высокими допусками важны, допуски листового металла будут различаться, и это может представлять собой самую серьезную проблему гибки.
Удлинение при разрыве — это измерение того, насколько материал может быть растянут до того, как он сломается, в процентах от его первоначальных размеров. Оно различно для каждого материала. Каждый материал реагирует по-разному с точки зрения расчета силы и удлинения. Существует много марок алюминия и алюминиевых сплавов, и новые сплавы продолжают разрабатываться. Использование листов данных, предоставленных поставщиком материала, поможет получить желаемые результаты гибки, и также хорошей идеей будет проконсультироваться с поставщиком/производителем инструмента по поводу вашего применения.
Дэвид Фоскарини, Mecon Industries: Во-первых, выберите правильную марку алюминия. Марка охватывает химическую формулу и твердость. Многие марки алюминия просто не обладают формуемостью большинства сталей.
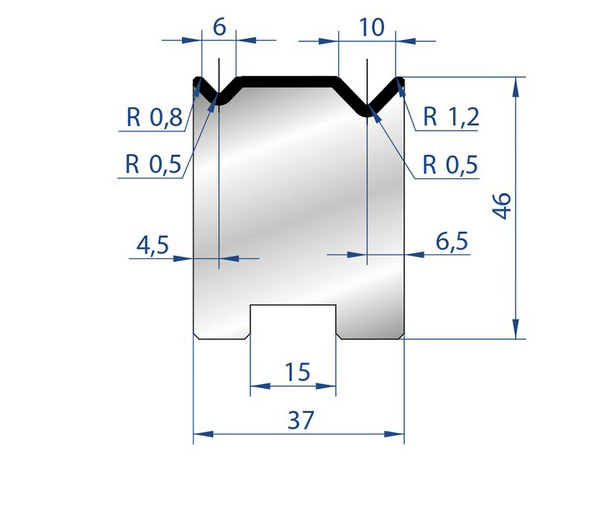
Во-вторых, используйте радиусы ввода больше стандартных.
Vanhoenacker: LVD предлагает радиусный инструмент под названием STONE [фасонный инструмент для оптимальной гибки без износа]. Уникальный процесс шлифования создает специальный радиус «логарифмической спирали» вместо одного радиуса с каждой стороны V-образной матрицы. Кривая создается последовательностью нескольких радиусов. Это позволяет листу более симметрично катиться в V-образную матрицу, применяя меньшее усилие, одновременно уменьшая трение между материалом и матрицей. Инструмент STONE уменьшает количество следов, царапин и углеродистых отложений, которые могут возникнуть на заготовке при прохождении материала через матрицу.
Вы можете использовать инструментальный материал с низким коэффициентом трения, чтобы матрица и материал легче скользили друг по другу, что поможет предотвратить появление следов на детали.
Вам следует нанести смазку, например, воск или смазку на масляной основе.
Используйте инструменты с полированной поверхностью. Полированные поверхности матрицы минимизируют появление следов и уменьшают сопротивление.
Наконец, распределите давление пуансона по большей площади.
Гибка алюминия на листогибочном прессе
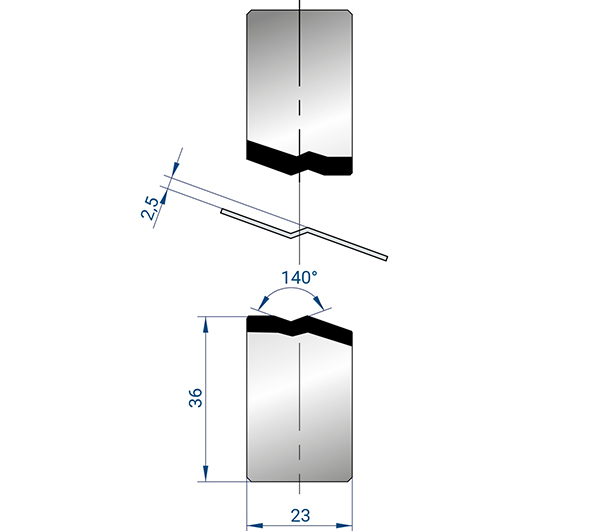
Позволяя плечам штампа поворачиваться с плоской стороной материала на плоской поверхности, вы предотвращаете появление отметин. Wilson Tool
Foscarini: Если возможно, используйте отверстие большего размера, чем стандартное. Отполируйте радиусы ввода. Используйте барьерную пленку, чтобы предотвратить контакт металла с металлом.
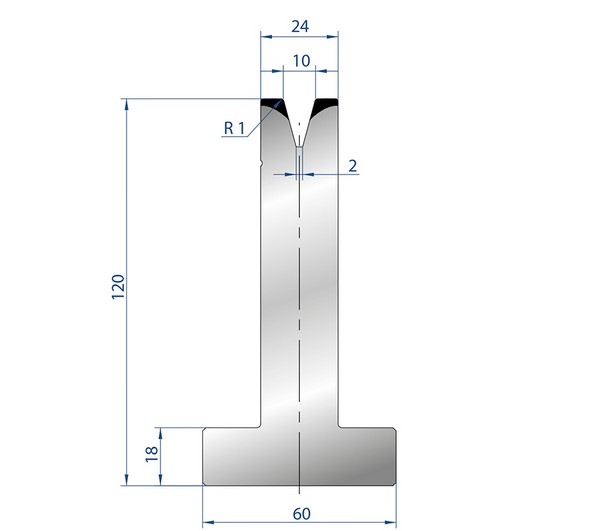
Brown: Вы можете решить проблемы с маркировкой деталей с помощью штампов с большим радиусом плеча. Если радиус меньше двух толщин материала, попробуйте увеличить радиус плеча штампа. Больший радиус позволит материалу течь, а не царапаться. Кроме того, будет легче поддерживать чистоту инструмента. Если предпочтителен изгиб без отметин, на штамп можно надеть уретановую или тканевую драпировку для защиты материала.
Foscarini: Мы производим линейку стандартных инструментов для листогибочных прессов. Эти инструменты изготавливаются по набору стандартных размеров и на полузаводской основе, чтобы поддерживать низкую стоимость. Но если у клиента есть потребность в формовании определенных деталей и материалов, которым не соответствует наш стандартный инструмент, мы вносим предложения по улучшению процесса.
Одним из таких предложений было бы увеличение размера входных радиусов инструмента, которые представляют собой закругленные края на нижней матрице. Увеличение их позволяет распределить нагрузку формовки. Это уменьшает истирание, царапины и следы, а также полировку. Радиусы инструмента должны быть отполированы до 32 микродюймов или лучше.
Отличная отделка матрицы имеет большое значение для уменьшения отметин и истирания, сглаживая поток материала в матрицу.
Браун: Истирание является результатом того, что радиус заплечика матрицы листогибочного пресса захватывает изгибаемый материал, что приводит к накоплению остатков. Вам необходимо остановить или, по крайней мере, уменьшить захватывающее действие заплечика матрицы. Опять же, если радиус меньше двух толщин материала, попробуйте увеличить радиус плеча штампа, чтобы материал мог течь. Вы все еще можете получить образование нагара, но гораздо медленнее. Опять же, уретановая или тканевая прокладка на штампе может помочь защитить материал.
Ванхонакер: Во-первых, убедитесь, что материал инструмента тверже, чем формуемый материал.
Используйте смазку, специально разработанную для рабочего материала. Смазка не только предотвратит трение между формуемой деталью и инструментом, но и защитит инструмент от коррозии. Выбор смазки, совместимой с алюминиевым сплавом, помогает обеспечить наилучшие результаты. Это может быть смазка на основе минерального или возобновляемого ресурса, на масляной основе.
Используйте специальное покрытие на инструменте. Гибочные инструменты с покрытием снижают вероятность появления отметин, неточностей и истирания. Инструменты с покрытием также проще обслуживать.
Опять же, используйте специальный логарифмический радиус на штампе, например радиусный инструмент STONE от LVD.
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/an-overview-of-press-brake-safeguarding