2025-01-10

Газо-дуговая сварка вольфрамовым электродом (GTAW или TIG) и вольфрам неразделимы — одно невозможно без другого. В прошлом, когда сварка постоянным током была основой, торированный вольфрам стал практически синонимом сварки TIG. Этот электрод, содержащий 1-2% оксида тория, использовался для сварки таких материалов, как нержавеющая сталь, углеродистая сталь, медь и титан.
Однако использование торированного вольфрама больше не рекомендуется из-за радиационной опасности тория. Использование подходящих средств индивидуальной защиты (перчатки и респираторы) может снизить риски, но из-за возможных угроз здоровью этот электрод сейчас используется только там, где это предписано устаревшими спецификациями сварочных процессов (WPS) для определённых отраслей и применений.
В тех случаях, где торированный вольфрам не обязателен, современные легированные вольфрамовые электроды являются столь же эффективной альтернативой, не создающей аналогичных рисков для здоровья. Рассмотрим, как эти варианты сравниваются с торированным вольфрамом.
Несмотря на опасности и риски торированного вольфрама, его популярность объяснима. Этот электрод обеспечивает стабильную дугу, что необходимо для точной сварки, и минимизирует её блуждание, улучшая контроль над сварным швом. Он хорошо работает при низких токах, что полезно при сварке тонких материалов, и обладает высокой устойчивостью к загрязнению и износу. Торированный вольфрам также выдерживает высокие токовые нагрузки без значительного разрушения, что делает его подходящим для тяжёлых сварочных работ. Однако современные электроды вполне способны заменить его.
Церированный вольфрам. Этот электрод содержит 2% оксида церия и отмечен серой полосой. Это универсальный электрод, подходящий для TIG-сварки как на переменном (AC), так и на постоянном токе (DC) материалов, таких как сталь, нержавеющая сталь и алюминий. Он обеспечивает лёгкий старт дуги и её стабильность, особенно при низких токах. Его использование предпочтительно для сварки тонких материалов и задач, требующих минимального теплового воздействия. Кроме того, благодаря меньшей рабочей температуре снижается риск загрязнения шва, а срок службы электрода увеличивается. Устойчивость к износу и способность сохранять форму уменьшают необходимость частой заточки или замены электрода, что экономит время и деньги.
Лантанированный вольфрам. Содержащий оксид лантана, этот электрод доступен в составах 1,5% или 2% и отмечен соответственно золотой или синей полосой. Он универсален и хорошо работает как на AC, так и на DC. Особенно эффективен при сварке алюминия на переменном токе благодаря стабильной дуге. Как и торированный электрод, он успешно применяется в сварке постоянным током различных материалов, включая нержавеющую сталь, углеродистую сталь, медь и титан.
Лантанированный вольфрам обеспечивает очень стабильную дугу при низких и средних токах и позволяет получать постоянные сварные швы. При необходимости работы на высоких токах он выдерживает большие нагрузки без перегрева или потери формы. Низкая скорость выгорания и долговечность делают этот электрод особенно выгодным.
Цирконированный вольфрам. Этот электрод, содержащий 0,8-1% оксида циркония и отмеченный белой полосой, известен своей прочностью и устойчивостью к эрозии, особенно при высоких токах. Его гладкая и стабильная дуга делает его идеальным для сварки алюминиевых сплавов и магния, где требуется постоянная дуга для качественных швов. Он предпочтителен для AC-сварки, но не рекомендуется для DC-сварки, так как не обеспечивает стабильной дуги при этой полярности. Цирконированный вольфрам отлично подходит для задач, требующих закруглённого кончика, но менее эффективен для точной сварки, где нужна острая форма.
Традиционно закругление кончика электрода было стандартным методом его подготовки для AC TIG-сварки (особенно для чистых вольфрамовых электродов при трансформаторной сварке). Сегодня благодаря достижениям в сварочных технологиях и использованию легированных электродов подход к подготовке изменился.
Цирконированный вольфрам по-прежнему обычно закругляется для поддержания стабильной дуги при сварке алюминия. Чтобы закруглить кончик, его сначала затачивают до острия, а затем устанавливают на сварочном аппарате ток выше рабочего. После зажигания дуги кончик нагревается и формирует шар. Важно, чтобы размер шара не превышал 1,5 диаметра электрода, так как слишком большой шар может привести к нестабильной дуге. Некоторые аппараты имеют функцию «шарирования», которая позволяет регулировать баланс для достижения закругления.
Лантанированные и церированные электроды не требуют закругления. Они обеспечивают стабильную дугу при использовании заострённого или слегка притупленного кончика даже при AC-сварке. Для DC-сварки электрод затачивается на острие или слегка притуплённый кончик, что улучшает контроль дуги и обеспечивает глубокое проплавление, что важно при сварке стали и других металлов. Для предотвращения загрязнения электрода рекомендуется использовать отдельный точильный станок или точильный круг. Электрод затачивается вдоль оси, чтобы избежать создания поперечных бороздок, которые могут привести к нестабильной дуге.
Современные вольфрамовые электроды соответствуют, а иногда и превосходят ожидания по производительности. Как всегда, не все электроды одинаковы, поэтому важно выбирать качественный электрод, подходящий для конкретного применения, с учётом типа материала, его толщины и используемого сварочного оборудования. Тем не менее, можно быть уверенным, что использование церированного, лантанированного или цирконированного вольфрама позволит успешно справляться с любыми задачами TIG-сварки.
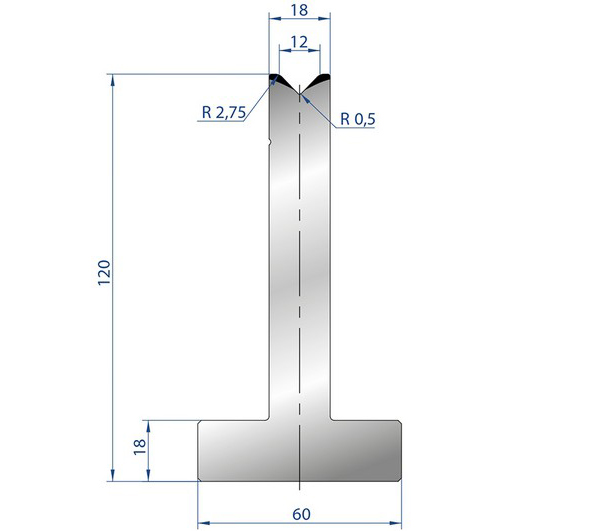
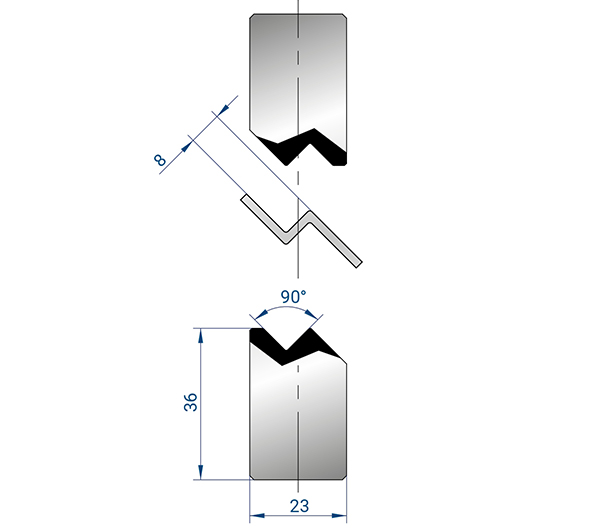
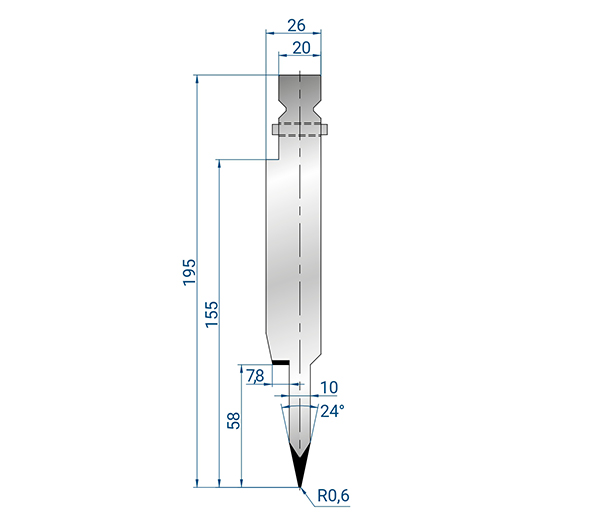
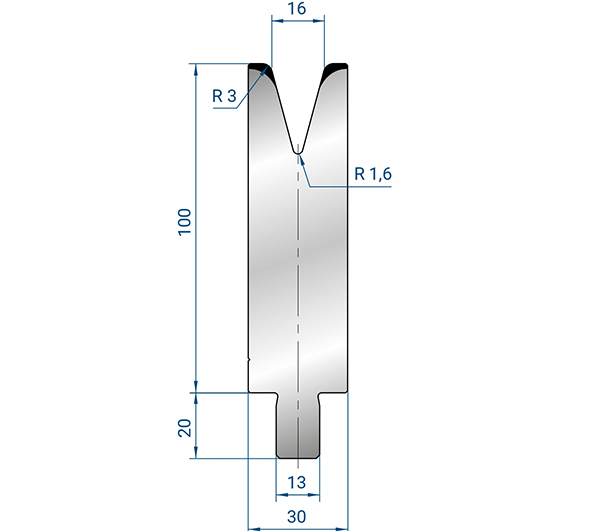
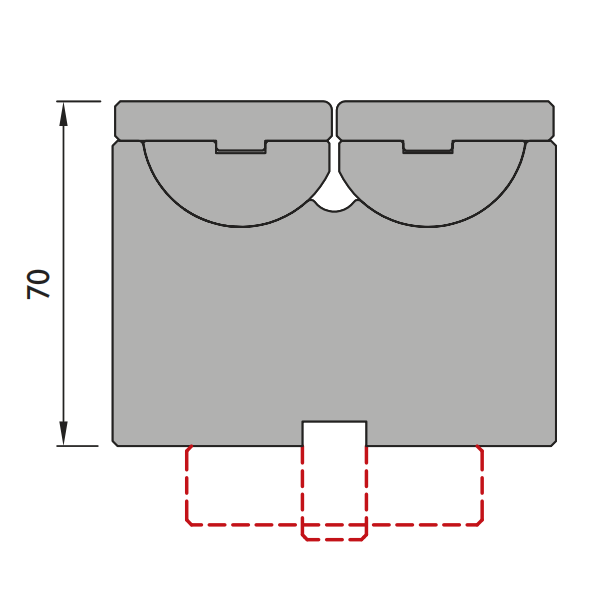
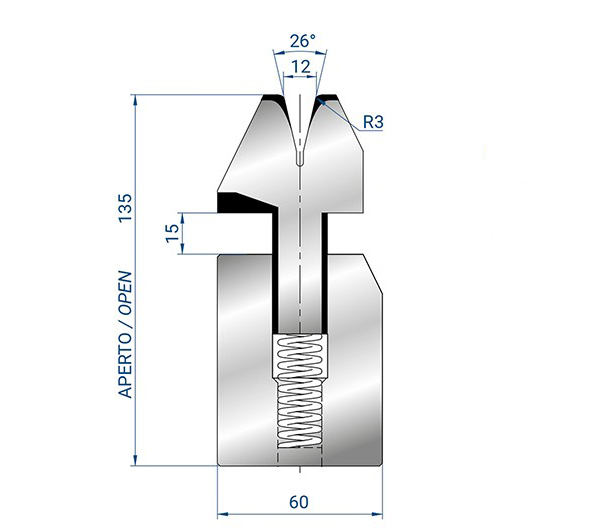
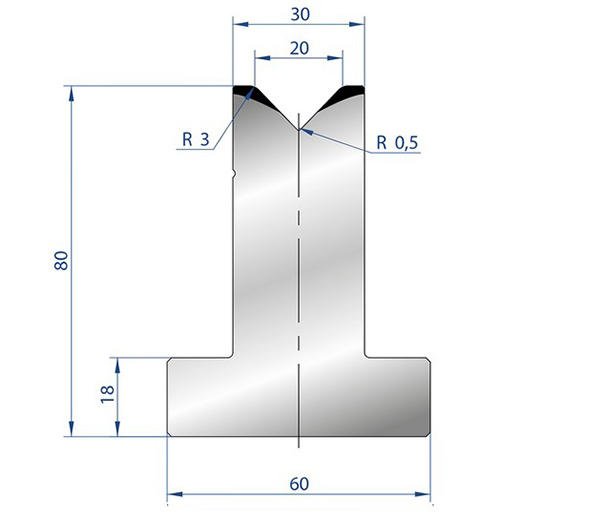
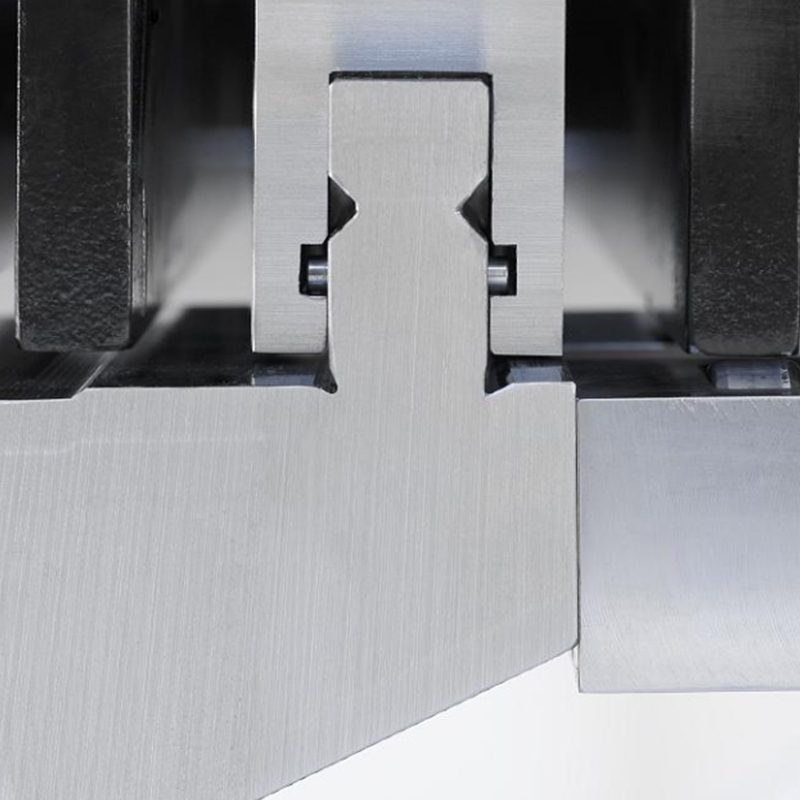
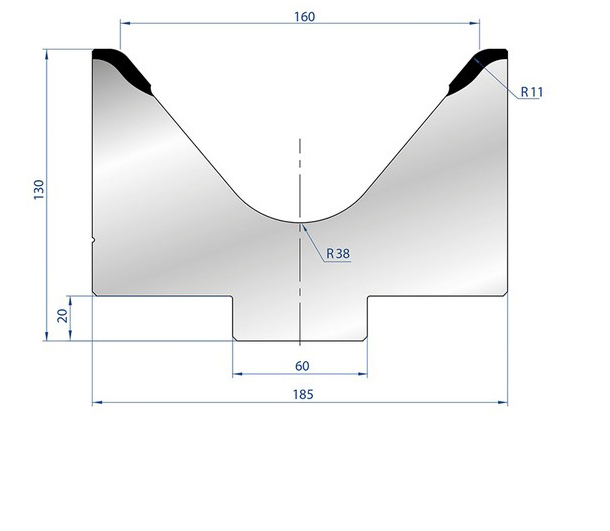
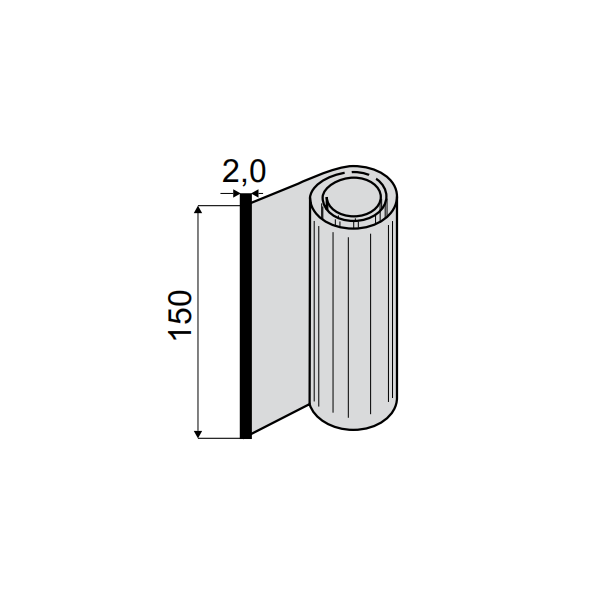
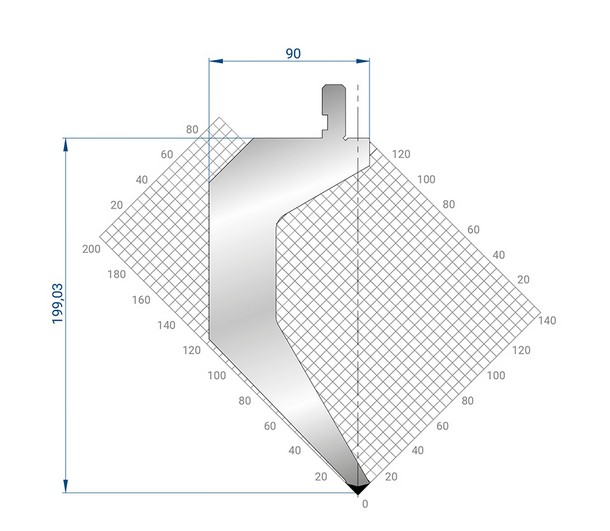
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/press-brake-controllers-and-the-bend-deduction-of-sheet-metal