2025-03-17
Листогибочные прессы имеются в изобилии. Практически у каждого производителя они есть, и многие недоиспользуют их или эксплуатируют неэффективно. Технология гибки продвинулась вперед, способствуя повышению качества, но листогибочные прессы по-прежнему остаются одним из самых трудоемких станков. В условиях глобальной конкуренции производители ищут новые способы снижения затрат на единицу продукции. А как насчет автоматизации? Роботизированная автоматизация может быть привлекательным вариантом из-за хорошо известных улучшений эффективности, реализованных в других металлообрабатывающих и промышленных приложениях, где роботы заменили ручные операции. Роботизированные листогибочные прессы могут обеспечить более высокую производительность и лучшую рентабельность, во многом достигаемую за счет работы листогибочного пресса на максимальной скорости (см. рисунок 1). В некоторых случаях роботизированные листогибочные прессы могут снизить затраты на единицу продукции почти вдвое. Тем не менее, роботизированные листогибочные прессы подходят не для всех приложений. Из-за постоянного давления, требующего извлечения времени и денег из каждого процесса, у многих компаний мало ресурсов для исследования всех возможностей. Они, как правило, сосредотачиваются на привлекательной стоимости за единицу продукции, не изучая другие креативные решения.
Роботизированные листогибочные прессы могут быть более чем в два раза дороже некоторых ручных систем, в зависимости от конфигурации машины. Те, кто рассматривает роботизированный листогибочный пресс, часто испытывают шок от цены. Для запуска и запуска роботизированной ячейки требуются значительные инвестиции. Но если вы можете преодолеть шок от цены, вы можете сделать шаг назад и оценить затраты и выгоды.
Если вы пережили этот шок от цены № 1 — стоимость системы — вы можете взять на себя обязательство продолжать. Использование вашей системы должно быть достаточно высоким, чтобы получить приемлемую отдачу от этих первоначальных инвестиций в приемлемые сроки.
Теперь для шокирующего отзыва № 2: для запуска детали в первый раз затраты на настройку на роботизированном тормозе могут быть в 10 раз дороже, чем на первоначальную настройку на ручном тормозе. Для производства одной детали требуется много времени на планирование и программирование. В текучем мире со множеством неизвестных переменных десятикратное увеличение первоначальных затрат на настройку для каждой детали может стать убийцей сделки для автоматизации листогибочного пресса. Здесь также в игру вступают отходы. Хотя автоматизированная система по сути исключает отходы, возникающие из-за ошибок оператора, отходы при настройке резко возрастают. При первоначальной настройке вся система должна быть отлажена, и это может включать в себя прохождение каждого изгиба на каждой станции, по одному. Нередко во время первоначальной настройки отбраковываются сотни заготовок.
Вот шок от ценника №3. Прежде чем вы сможете насладиться преимуществами низкой себестоимости за единицу, в игру вступают еще одни первоначальные затраты на настройку: стоимость выполнения каждой партии. Стоимость выполнения партии для каждой детали различается. В зависимости от области применения стоимость выполнения партии на роботизированном листогибочном прессе может быть почти вдвое выше, чем на ручном прессе.
Как это возможно, спросите вы? Ну, продублируйте то, что делает оператор листогибочного пресса: возьмите заготовку, согните ее в листогибочном прессе, положите ее. На первый взгляд, процесс гибки листового металла кажется таким простым, но на самом деле это одна из самых тонких операций в цехе. Автоматизированной системе нужно еще несколько шагов, потому что она недостаточно умна, чтобы самостоятельно находить заготовки, и недостаточно точна, чтобы ссылаться на эти заготовки.
Роботизированная ячейка гибочного пресса имеет множество компонентов, и это увеличивает расходы на планирование и компоновку. Даже небольшая автоматизированная система для деталей весом менее 35 фунтов требует более 500 квадратных футов площади пола. Такие системы, конечно, требуют гибочного пресса и робота, но им также нужны ограждение для безопасности, вход в систему, входящая станция поддонов, стойка для дополнительных захватов робота, станция обнаружения двойной заготовки, квадратный стол, гибочные инструменты, стойки для дополнительных инструментов, станция повторного захвата, исходящая станция поддонов и выход из системы.
элементом является сам листогибочный пресс. Стойку для инструментов можно перемещать по мере необходимости, а незавершенное производство можно использовать совместно с другими процессами. В целом, работа ручного пресса является плавной и гибкой.
Автономное программирование может сократить время простоя гибкого пресса, как для роботизированных, так и для ручных систем. Однако для этого требуются офисное помещение, компьютерное оборудование, ИТ-поддержка, программное обеспечение и обученный персонал. Другие периодические расходы могут включать обновление оборудования, обновление программного обеспечения и плату за обслуживание.
Используя автономное программное обеспечение для гибки с роботизированной системой, техники могут добавлять новые детали, выбирать последовательности гибки и генерировать программы для гибочного пресса и робота. Они создают новые программы деталей, а затем сохраняют их для загрузки в пресс и робота. Затем техник по полу выполняет начальный запуск, настраивает программу по мере необходимости, а затем сохраняет ее в библиотеке рабочей ячейки, готовой к производству.
Все те же преимущества применимы и к автономным листогибочным прессам. Единственное отличие заключается в том, что знания, обучение, техническая поддержка и время программирования меньше, поскольку необходимо учитывать только один компонент — саму гибку. Автономное программирование также гораздо более широко доступно для автономных прессов. Роботизированные системы требуют программного обеспечения, которое интегрирует программирование не только для самого пресса, но и для робота и других элементов обработки материалов.
Вокруг роботизированной системы листогибочного пресса установлены прочно закрепленные на месте защитные ограждения. Световые завесы или лазерные лучевые ограждения могут обеспечить большую гибкость, поскольку нет видимого барьера. Однако непреднамеренное прерывание луча остановит процесс. Многие коды безопасности требуют ручного сброса, чтобы убедиться, что нарушитель покинул зону защиты. Световые ограждения также увеличивают первоначальную стоимость системы. Для автономного варианта барьерные ограждения встроены во многие новые машины, а интегрированные лазерные световые ограждения защищают точку защемления при циклическом срабатывании тормоза.
Доставка заготовок в роботизированную ячейку требует предусмотрительности. Заготовки могут поступать в систему по одной или все сразу, но люди не могут войти в ячейку во время автоматического производства. Можно использовать конвейеры деталей, но это может принести гибкость в жертву производительности. Часто цеха транспортируют листы с помощью мостовых кранов или вилочных погрузчиков. Узкие места также могут возникнуть, если заготовки поступают до того, как они понадобятся. Конечно, автономный листогибочный пресс не имеет фиксированного или формального входа в систему. Заготовки поступают с любого направления, и оператор может извлечь заготовки при необходимости. Роботизированные ячейки также используют грубое локационное устройство. Местоположение детали или стопки деталей должно быть доставлено в пределах допуска процесса захвата. Оператор осторожно размещает заготовки против упоров на локационном устройстве. Здесь также страдает гибкость, поскольку этот компонент обычно настраивается вручную для каждой детали. В автономной системе заготовки сбрасываются в любом месте области листогибочного пресса. После завершения формовки робот может поместить готовые детали в ковш или сложить их в стопку или вложить друг в друга, и это требует ручного планирования и программирования. Заготовки могут выходить из системы по одной или все сразу. Конвейеры деталей также могут повысить производительность, но, как и прежде, они делают систему менее гибкой. Часто готовые детали удаляются с помощью мостовых кранов или вилочных погрузчиков. Здесь также могут возникнуть узкие места. Транспортер должен постоянно возвращаться в ячейку, чтобы выгрузить или переместить детали или выключить систему.
Грузоподъемность робота резко возросла за последние годы, а периметры движения стали огромными. Конечно, большие возможности требуют больше места на полу. Рабочий диапазон робота может быть увеличен путем установки его на поворотный рычаг или несущую гусеницу. Здесь необходимо тщательное планирование, поскольку последующее обновление может быть дорогостоящим.
Тяжелые детали могут показаться привлекательными кандидатами на автоматизацию из-за проблем с ручной обработкой материалов, связанных с весом, но во многих случаях объемы просто недостаточно велики, чтобы оправдать систему с высокой грузоподъемностью. В автономной системе оператор обрабатывает детали, хотя для тяжелых деталей может потребоваться два оператора, а также мостовой кран. Сам листогибочный пресс, включая его грузоподъемность и доступный инструмент, является ограничивающим фактором.
В большинстве случаев захват робота является единственным наиболее важным компонентом всей системы. Это основной интерфейс между промышленным роботом и деталью. Многие производители уже пользуются производительностью автоматизированной загрузки и выгрузки на своих лазерных режущих и штамповочных станках. Когда размер заготовки меняется, эти системы просто активируют другую группу присосок. Однако на листогибочном прессе геометрия детали меняется с каждым изгибом. Чтобы обрабатывать одну деталь, захват должен быть настроен для соответствия каждому этапу процесса. При настройке захватов в игру вступают те же навыки, что и для шахмат. Захваты часто настраиваются для каждого применения. Сам захват — это очень простая технология, но координация всех необходимых элементов системы захвата не такая уж и простая. Зажимы, магниты и вакуумные присоски должны быть настроены для соответствия форме детали на протяжении всего процесса, изгиб за изгибом, от плоскости до готового изделия. Некоторые умные подходы к автоматизации объединяют конфигурации захватов для соответствия семействам деталей. Также может использоваться автоматическая замена захватов в зависимости от размеров партии. В некоторых приложениях может использоваться магазин захватов, если невозможно спроектировать захват, подходящий для всех деталей в конкретной системе. Кроме того, поскольку деталь меняет форму, иногда захваты необходимо перепозиционировать
Роботизированные системы используют магнитные вентиляторы, воздушные ножи и кромкообрезчики для отделения отдельных листов от стопки. Им требуются двойные детекторы заготовок для идентификации нескольких заготовок и, при необходимости, остановки процесса (см. Рисунок 3 ). Квадратный стол гарантирует, что робот всегда правильно ориентирует лист для обработки (см. Рисунок 4). Часто используется гравитационный стол выравнивания детали и заготовки. Он наклонен, чтобы гравитация могла помочь правильно определить заготовку. Как только деталь начинает принимать форму, зазоры инструментов для верхних и нижних фланцев и мест повторного захвата должны быть точно известны. Прецизионное позиционирующее устройство ссылается на положение заготовки. Некоторые такие устройства включают датчики, которые могут остановить процесс, если заготовка не соответствует. На автономном листогибочном прессе, если требуется дополнительная привязка, позиционирующая система может быть интегрирована со стандартным задним упором. Автоматизированные системы требуют лишь минимальных изменений в стандартном листогибочном прессе. Например, добавляются датчики в упоры заднего упора, чтобы сообщить системе, что заготовка находится в положении изгиба. Иногда данные об угле формовки передаются обратно на контроллер; если сформированная деталь выходит за пределы допуска, контроллер останавливает процесс.
Более продвинутые системы имеют адаптивный внутрипроцессный контроль угла изгиба. Также может быть реализован внутрипроцессный контроль, при котором роботы периодически проверяют углы и реагируют на изменение материала. Тем не менее, такие адаптивные системы на самом деле более распространены на автономных листогибочных прессах, поскольку эти машины обычно обрабатывают большее разнообразие деталей. Как автоматизированные, так и ручные системы используют стандартные, прецизионные шлифованные инструменты, и большинство приложений — это воздушная гибка. Однако вместо адаптивного управления автоматизированная установка может использовать нижнюю гибку, если все углы изгиба составляют 90 градусов. В некоторых приложениях может быть невозможно спроектировать инструмент, подходящий для всех деталей, поэтому используется магазин инструментов. Размер магазина может сильно различаться, и решение о том, менять ли инструменты вручную или автоматически, снова зависит от размеров партии.
Для правильных приложений автоматизированный листогибочный пресс действительно может творить чудеса. Так что же делает роботизированную гибку хорошим приложением? Без достаточных объемов автоматизация не будет иметь смысла. И остается одна проблема: предсказуемость. Будут ли ваши клиенты постоянно заказывать эти продукты? Вы никогда не можете знать наверняка, и это одна из главных причин, по которой обрабатывающая промышленность не приняла роботизированную гибку в массовом порядке. Но если заказы действительно постоянны, роботизированный листогибочный пресс может помочь повысить производительность и прибыль. Роботизированные листогибочные прессы почти исключают брак во время производства. Однако, как уже упоминалось, брак при настройке роботизированной гибки может быть значительным. При ручной настройке брак полностью зависит от оператора. Обратите внимание, что новые контроллеры с графическим моделированием и другими инструментами могут помочь сократить этот брак.
В наши дни роботы чрезвычайно надежны, даже в суровых условиях. Простои обычно происходят из-за того, как элементы интегрированы, а не из-за отдельного компонента системы. Если система установлена и настроена правильно, роботизированный листогибочный пресс может быть чрезвычайно надежной системой. Пропускная способность — еще одно очевидное преимущество. Автоматизированная система обеспечивает стабильную производительность. Она может работать без присмотра в обеденное время, перерывы, нерабочее время и ночью. Обратите внимание, что фактическая гибка происходит примерно с той же скоростью, что и в ручной системе, как и обработка материалов. И время настройки на самом деле может быть короче на современном автономном листогибочном прессе. Тем не менее, если настроены правильно, роботизированные листогибочные прессы продолжают работать. Фактически, ручной листогибочный пресс может простаивать значительную часть каждой смены. Вот почему, взвешивая все «за» и «против», цеха часто снижают скорость обработки материалов оператором на 80 процентов, чтобы учесть эту неизбежную изменчивость. Роботы не делают перерывов. Они не устают, не болеют, не имеют плохих дней и не подают заявления на компенсацию работникам. Хотя, как и люди, они не идеальны. В наши дни, если робот выходит из строя, система может отправить вам сообщение ночью или в выходные и праздничные дни. Другое преимущество: роботы могут быть идеальными для обработки больших, сложных в обращении заготовок. Тем не менее, это не единственный способ уменьшить проблемы с обработкой. В ручном листогибочном прессе устройства для обработки материалов, такие как подъемные столы для деталей и краны, могут помочь снизить утомляемость оператора (см. Рисунок 5). Выбирайте с умом
Решение об автоматизации нелегко. Если вы постоянно меняете пресс-формы, если вы работаете с прототипами или если у вас возникают трудности с изготовлением деталей из-за проблем с инструментами, материалами или процессами, автоматизация листогибочного пресса может оказаться неподходящим путем. Но для правильного применения роботизированный листогибочный пресс может помочь цеху стать намного более производительным. Робот может производить детали для постоянного заказа, который обеспечивает постоянный поток доходов — выгодное дополнение к относительно непредсказуемой работе с большим ассортиментом и малым объемом, которая проходит через остальные цеха. Роботы не решают проблемы с квалифицированной рабочей силой. Многим цехам сложно найти работников всех уровней квалификации, включая тех, кто выполняет рутинные задачи по загрузке и разгрузке, которые требуются для роботизированной ячейки. А для работы роботизированного листогибочного пресса по-прежнему требуется квалифицированный персонал. Даже для лучшего в мире программного обеспечения нужны программисты с обширными знаниями в области производства деталей. Все сводится к производительности. Качество деталей, планирование производства, управление рабочей силой и безопасность — все это можно эффективно обрабатывать способами, которые не обязательно требуют автоматизации листогибочного пресса. Но оператор может работать без перерыва лишь определенное время. Если рабочий снова и снова формирует одну и ту же деталь или семейство деталей, робот, вероятно, мог бы делать это более эффективно. Но если объем и частота заказов непредсказуемы, история меняется: стоимость переналадки и длительной первоначальной настройки, вероятно, перевесит любую экономию затрат на единицу.
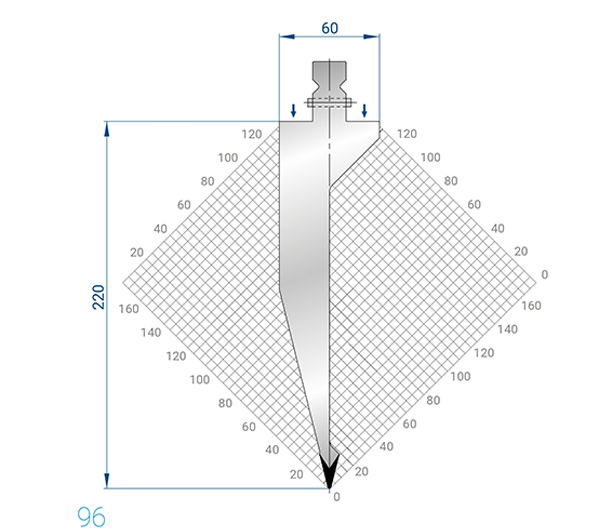
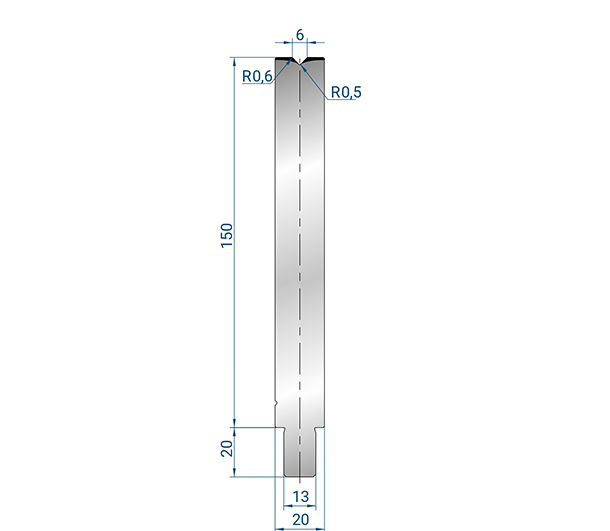
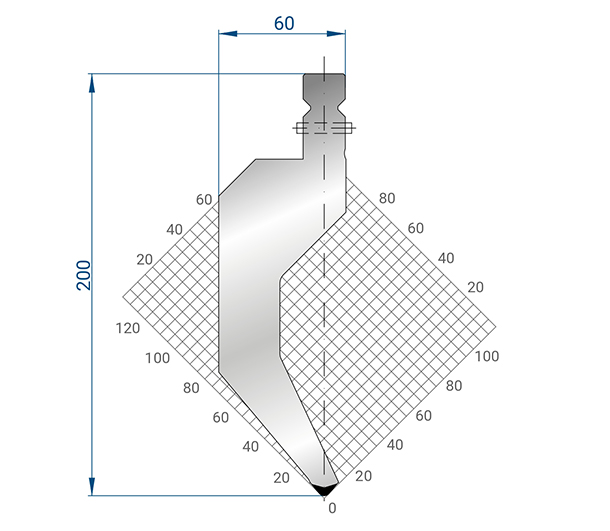
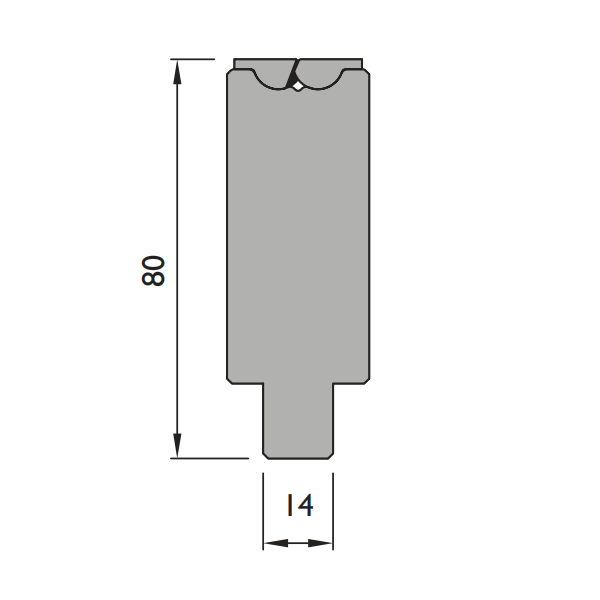
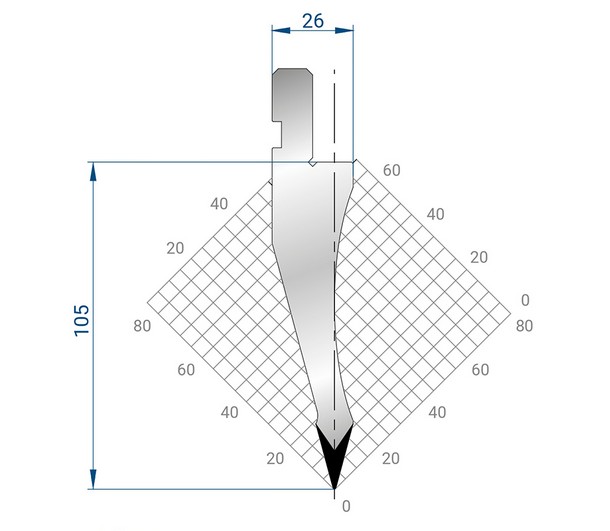
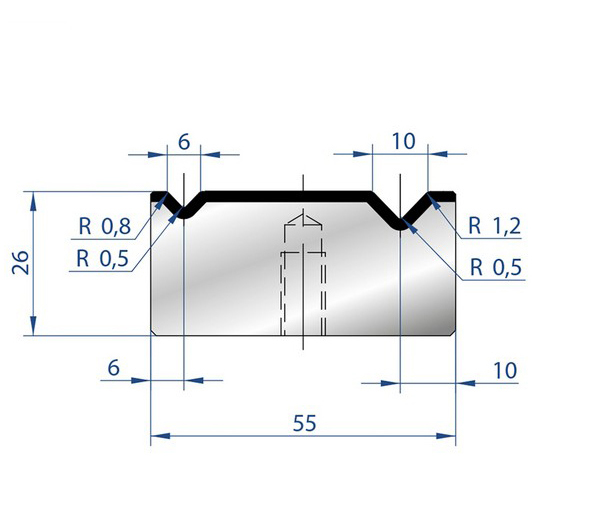
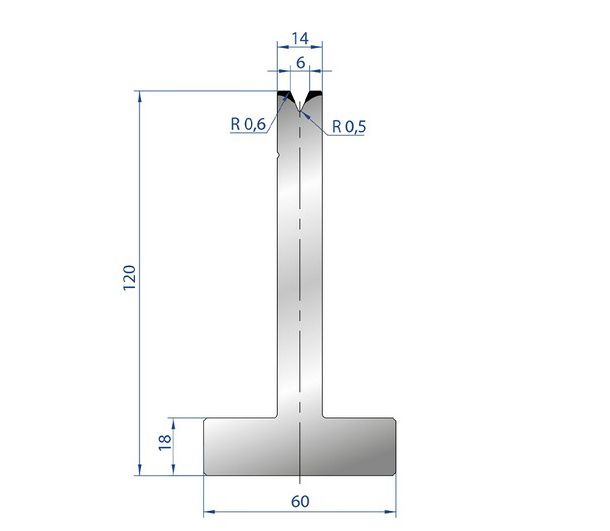
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из:https://www.thefabricator.com/thefabricator/article/bending/justifying-a-robotic-press-brake