2024-07-23
Для некоторых операторов наладка заключалась в установке пуансонов и штампов на листогибочный пресс. Это кажется довольно простым, но если бы оператор также пытался подогнать старый тормоз так, чтобы свести к минимуму выпуклость во время цикла формовки, то время, необходимое для получения правильной первой детали, могло бы быть исключено из уравнения настройки. В конце концов, инструмент был установлен и готов к работе через 10 минут, даже если подготовка тормоза к формованию деталей могла занять целых 30 минут.
Сегодня время настройки листогибочного пресса не так открыто для интерпретации, как раньше. Инженеры-технологи уделяют особое внимание времени безотказной работы, а все, что препятствует этому, быстро считается отходами. 30-минутная установка не поможет.
К счастью, это не так распространено, как раньше. Операторам часто не требуется помощь погрузчиков для погрузки 10-футовых грузов. секции оснастки; Секционные инструменты можно быстро загрузить, даже если используется ручной зажим. Автоматическая система выпуклости с самого начала приближает оператора к формованию детали, соответствующей спецификациям. Усовершенствованное программное обеспечение управления предоставляет визуальные подсказки относительно того, куда следует загружать инструменты и как следует согнуть деталь, исключая при этом множество догадок, проб и ошибок в процессе гибки. Время, необходимое для перемещения готовых деталей из рабочего пространства, перемещения новых заготовок в рабочее пространство, удаления инструментов, размещения их в шкафу, извлечения новых инструментов, установки новых в тормоз и изготовления хорошей детали, равно теперь многие могут согласиться с тем, что это время настройки листогибочного пресса — от последней хорошей части до следующей хорошей части.
Учитывая это, время установки теперь измеряется минутами. Подобно команде пит-стопа NASCAR, которая ищет малейшего улучшения на пит-стопе, команды непрерывного совершенствования делают то же самое для отдела гибки. Несколько минут, сэкономленные при настройке листогибочного пресса в течение нескольких смен и рабочих дней, означают значительную экономию времени в течение года. Это увеличивает время безотказной работы при формовке деталей и открывает больше возможностей для дополнительной работы.
Зажимные системы помогают производителям металла обеспечить необходимую эффективность при смене инструмента для следующих работ по гибке.
Ручной зажим – это, наверное, не столько система, сколько способ удержания инструмента.
Операторы листогибочного пресса, работающие с ручным зажимом, быстро ознакомятся с зажимными пластинами и установочными винтами. Они также узнают, как устанавливать инструменты и готовить их к сгибанию.
Когда инструменты затягиваются вручную, они традиционно не фиксируются без вторичной операции, которая во многих случаях представляет собой цикл листогибочного тормоза, который оказывает давление на инструменты, чтобы посадить их на место.
Неравномерное распределение давления зажима является недостатком ручного зажима. Зажимные пластины отклоняются вокруг выступов пуансона, и установочные винты не попадают в выступ пуансона, если установочные винты расположены неправильно. В обоих сценариях вы не имеете четкого представления о том, что зафиксировано правильно и зафиксировано ли вообще.
Показан ручной зажим для удержания инструментов листогибочного пресса.
Ручной зажим обеспечивает быстрый зажим и посадку инструмента нажатием рычага. Этот метод также позволяет операторам быстро определить состояние зажима инструментов: рычаги в верхнем положении сигнализируют о том, что формовка может начаться.
Эти типы зажимов остаются популярным выбором, поскольку они существуют с тех пор, как были созданы листогибочные тормоза, и они предлагают самую дешевую альтернативу зажимам при покупке машины. Однако доступность не всегда равна эффективности.
Имейте в виду, что некоторые листогибочные прессы, продаваемые в Северной Америке, скорее всего, имеют держатели из мягкой стали и более жесткие допуски, чем у прецизионного инструмента (+/- 0,0004 дюйма). Если допуск вашего листогибочного пресса различается, неточности (в данном случае размер держателя) отразятся и на вашей детали. Держатели с низким допуском могут привести к тому, что относительно хороший листогибочный пресс окажется не очень хорошо работающим.
При этом ручное управление не всегда означает низкую толерантность или неэффективность. Некоторые представленные на рынке ручные держатели демонстрируют эффективность при переналадке и не требуют ручного инструмента. В этом современном сценарии ручного зажима зажим и посадка инициируются подъемом ручки.
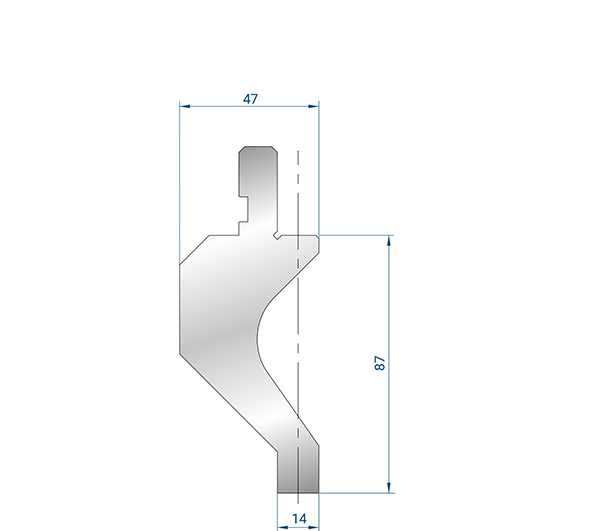
Эти держатели точны, изготовлены из твердой инструментальной стали и, как правило, стоят дороже. Их можно сегментировать, что позволяет использовать держатель как расширение высоты пуансона. Например, вы можете загрузить пуансон высотой 1,2 дюйма в держатель высотой 4,7 дюйма, поднять ручку, чтобы зажать и установить инструмент, и согнуть коробку, имеющую высоту примерно 4 дюйма. боковые фланцы. Если для зажима вы используете цельную балку, вам понадобится пуансон высотой примерно 6 дюймов. Если вы сосредоточены на инструментах в виде гибкой шеи, разница в весе может оказаться существенной.
Таким образом, если вы можете уменьшить высоту инструмента, используя сегментированные держатели, вы можете приобрести более короткий инструмент, что облегчит обращение с ним. В этой ситуации выигрывают компания и сотрудник.
Обслуживание ручной системы не представляет особых сложностей. В случае повреждения замените их. Нефти, о которой стоит беспокоиться.
Следует отметить, что некоторые производители металла вполне довольны использованием ручных систем зажима для своих гибочных инструментов. Это может быть не так быстро, как гидравлические или электрические системы, но из-за разнообразия продуктов и характера бизнеса компании могут не потребоваться более сложные альтернативы.
Появление гидравлических систем зажима изменило правила игры для операторов листогибочного пресса. Вместо того, чтобы тратить время на поиск ручного инструмента, установку инструментов на место, а затем затягивание отдельных зажимных пластин или установочных винтов через каждые 2 дюйма, гидравлические системы позволяют оператору зажимать и устанавливать все пуансоны одним нажатием кнопки.
Гидравлика также была частью движения точного инструмента во всем мире. Инструменты меньшей длины, с которыми мог работать один оператор, а также жесткие допуски позволили осуществлять замену инструмента одним человеком. Больше не было необходимости в вилочном грузовике для перемещения инструментов с низкими допусками на расстояние 10 футов.
Более жесткие допуски на прецизионные инструменты также означали совпадение сечений. Когда сечения совпадают, время наладки сокращается, поскольку вы не обнаружите неравномерных изгибов по длине детали — по крайней мере, из-за инструментов. (Разговор об прогибе, повторяемости машин и материале мы оставим для другой статьи.)
Помните, что от последней хорошей части к следующей хорошей части сокращается окно времени. Теперь, не ища ручной инструмент, один оператор может загрузить сегментированный пуансон и нажать кнопку, закрепив инструменты и подготовив тормоз к изгибу.
В современных гидравлических системах зажима индикатор, скорее всего, укажет вам на то, зажаты или не зажаты держатели. Это способствует надежному и быстрому зажиму, немного снимая напряжение.
Недостатком гидравлических систем является то, что они все представляют собой одно целое. Они должны быть цельными, чтобы уретановая камера, наполненная жидкостью, могла расширяться и приводить в действие штифты, обеспечивающие зажим.
Эта прочная верхняя балка способствовала использованию более высоких инструментов. Если вы хотите сформировать 4-в. Если у вас есть фланец высотой 4 дюйма, как и в предыдущем примере, вы теперь используете пуансоны высотой 6 дюймов каждый день. Такое расположение увеличивает общую высоту и вес пуансона для прецизионных инструментов.
Хотя гидравлические системы, как правило, работают и требуют минимального обслуживания, в случае повреждения корпуса или протечки уретановой камеры листогибочный тормоз перестанет работать до прибытия обученного специалиста по обслуживанию. Вы также можете рассчитывать на значительную стоимость замены корпуса держателя или внутренней камеры. Время простоя производства, скорее всего, превысит стоимость ремонта.
Требования к техническому обслуживанию гидравлических систем включают визуальный осмотр, чтобы убедиться в правильности работы зажимных штифтов и поиск утечек. Любая система с движущимися частями, скорее всего, может выйти из строя, поэтому важно регулярно проверять движущиеся части.
Даже несмотря на все риски, гидравлический зажим повысит эффективность переналадки по сравнению с работой с традиционными установочными винтами.
Наступает электрический зажим. Нет, батарейки не нужны. Нет, эти зажимные системы не тяжелые и не ездят тяжело. Нет, они не похожи на фигуру из листового металла, которую называют грузовиком. Они еще даже не выпущены на рынок, но появятся очень скоро.
Эти электрические зажимные системы, работающие от стандартного тока с двигателями постоянного тока, включают в себя сегментированные держатели пуансонов, прецизионную конструкцию, конструкцию из твердой стали и множество источников света. Они также очень просты в обслуживании.
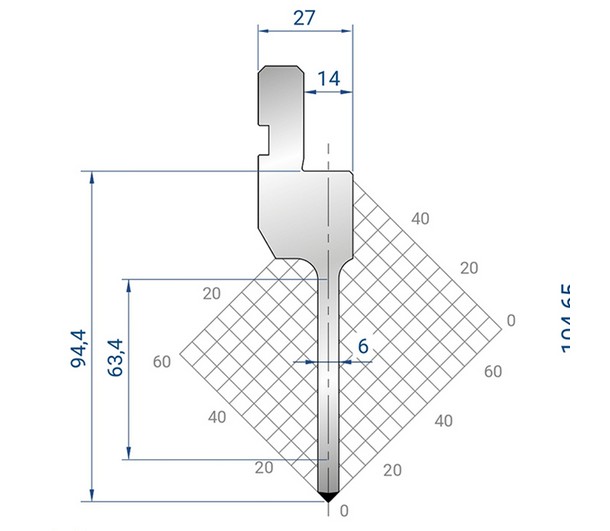
Электрический зажим оснащен двигателем, приводящим в движение винт для прямого зажима. Когда винт зажимает и усаживает хвостовик пуансона, пуансон становится единым целым с держателем. Держатель пуансона можно расположить на расстоянии и использовать по высоте пуансона при сгибании коробок. Имея это в виду, вы можете использовать ту же высоту фланца с пуансоном высотой 6,4 дюйма, а не пуансоном высотой 8,7 дюйма в сплошной балке, используемой в гидравлической системе. Опять же, инструмент меньшего размера выгоден, поскольку он дешевле, чем инструмент большего размера и тяжелый.
Индикатор на каждом держателе пуансона указывает, зажат ли инструмент. Быстрый визуальный осмотр позволит вам понять, что работа может быть продолжена.
Среда листогибочного пресса является требовательной и всегда сопряжена с риском потенциального повреждения инструмента. Электрический зажим не защищает от этого риска. Если корпус, двигатели или освещение повреждены, техник по техническому обслуживанию не требуется — вы можете заменить поврежденный компонент. Тормоз можно быстро привести в действие за считанные минуты, если расставить держатели пуансонов или заменить компоненты, если они есть под рукой. Для перевозки готовых узлов и компонентов не требуется грузовик, поэтому при необходимости их можно оставить на ночь.
Зажимы продолжают развиваться, поскольку компании Северной Америки конкурируют со всем миром. Зажим – это часть гораздо более крупной системы внутри каждого цеха. В зажимные устройства будут по-прежнему добавляться новые технологии, чтобы сделать системы более интеллектуальными и простыми, а также сократить время простоев.
Производители листогибочных прессов хотят избавить оператора от догадок при зажиме, потому что это одной проблемой меньше, о которой приходится беспокоиться оператору. Поскольку многие эксперты по листогибочным прессам уходят на пенсию и их заменяют менее опытные операторы, производители металла понимают, что упрощение процесса гибки помогает этим новым операторам вносить свой вклад гораздо быстрее, чем если бы они работали со старой тормозной технологией.