2024-09-11
При гибке на станке с ЧПУ используются два метода. В первом используются листогибочные прессы с ЧПУ, которые можно прикрепить к нижней станине. Инженеры используют инструменты с V-образным блоком, чтобы удерживать металл на месте, в то время как верхняя балка подвергается воздействию инструментов с V-образными лезвиями. Это называется формованием вниз. Второй способ гибки на станке с ЧПУ — противоположный, когда формовочная машина перемещает нижний изгиб и фиксирует верхнюю балку на месте. Оба подхода в конечном итоге дают одинаковые результаты, поэтому у инженеров есть безграничные возможности для своих проектов.

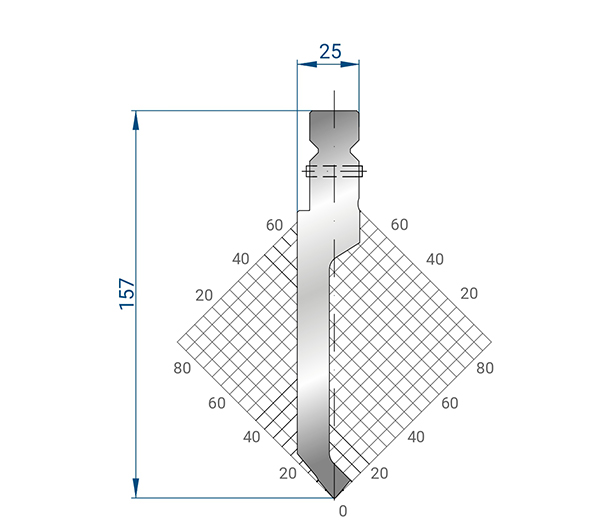
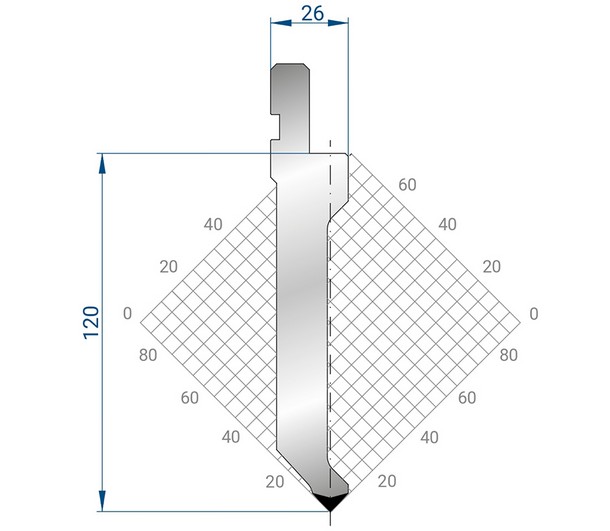
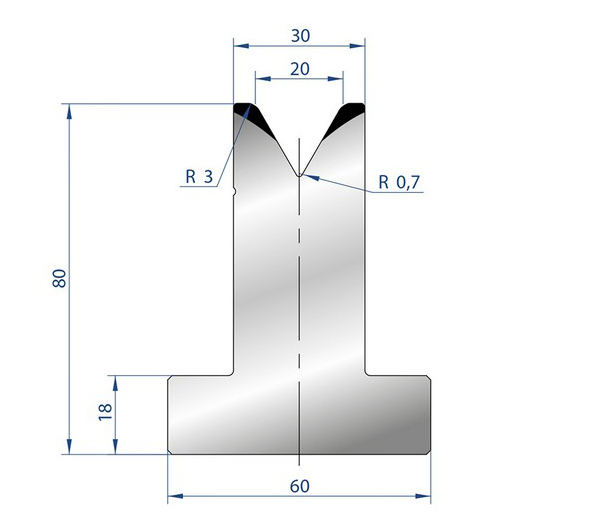
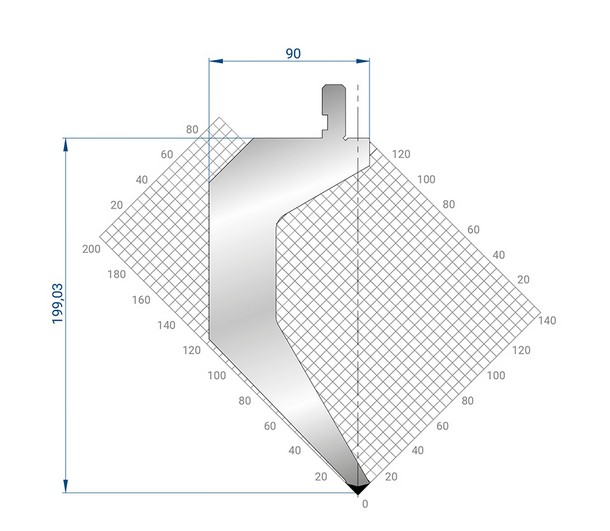
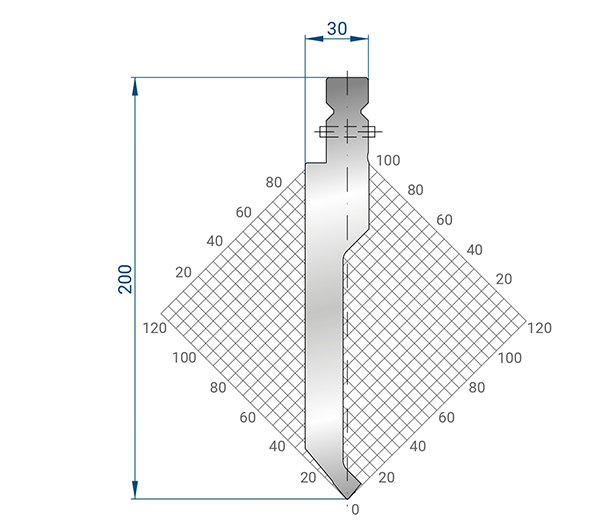
Листогибочные прессы с ЧПУ могут быть запрограммированы для обработки различных компонентов из листового металла. Программируемый ограничитель обратного хода (часть металла, которую необходимо согнуть) определяет расстояние до плоской спинки. Инженеры S&B также программируют V-образное лезвие, где V-образный блок будет иметь решающее значение для угла изгиба металла; чем больше V-образное лезвие проникает в V-образный блок, тем более резким будет V-образный изгиб конечного продукта. Программа позиционирования ЧПУ объединяет различные длины и углы изгиба листового металла, определяя положения и углы для каждого конкретного куска листового металла.
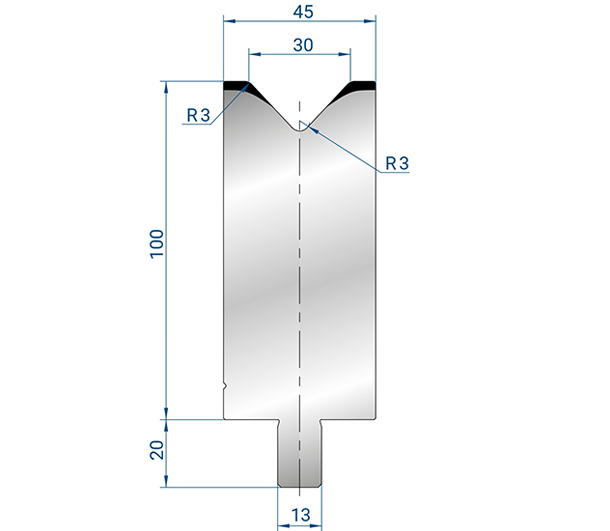
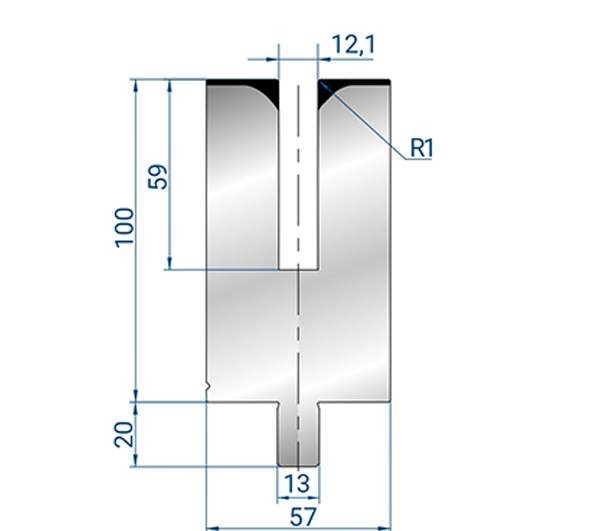
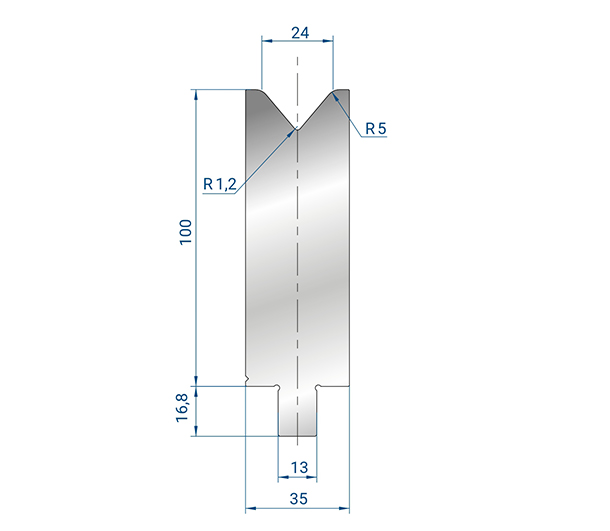
Листогибочный пресс с ЧПУ определяет длину куска листового металла, который можно согнуть. Толщина материала будет соответствовать прочности материала на разрыв и тоннажу, с которым может справиться машина. Чем больше нижнее V-образное отверстие блока, тем больший калибр листового металла инженеры могут использовать для сгибания металла. Когда V-образный блок более открыт, внутренний радиус изгиба также будет шире.