2025-03-21
Знакомо ли вам это? Специалисты по качеству бегают из одного конца предприятия в другой, чтобы проверить определенные детали, часто оставляя кого-то в отделе гибки ждать, пока деталь не получит одобрение. Опытный оператор листогибочного пресса может изготовить качественную первую деталь и эффективно продолжить работу, в то время как менее опытный оператор отбраковал три детали, пытаясь понять, как работает последовательность многогибки. Никто не гнет детали — высокого качества или нет — потому что оператор ищет инструменты. К сожалению, многие производители, вероятно, кивают головами, читая это. DeWys Manufacturing, Марн, Мичиган, время от времени сталкивался с чем-то подобным, прежде чем в начале 2000-х годов серьезно занялся бережливым производством и открыл DeWys University — специализированное учебное пространство, построенное четыре года назад в задней части предприятия. Университет предлагает своим сотрудникам базовую подготовку и возможности непрерывного обучения. Производитель также сделал несколько ключевых инвестиций, которые помогли повысить его возможности.Результатом стало повышение производительности и качества, причем последнее произошло без отдельного отдела качества или лиц, имеющих звание инспектора качества. Многие факторы способствуют этой среде, в которой качественные детали постоянно выходят из гибочных прессов. Ниже приведены пять крупнейших факторов.
Курс по гибочному прессу в университете DeWys длится шесть недель. Он включает в себя как занятия в классе, так и практическое обучение на месте. По мере прохождения курса обучающиеся оказываются на полу гораздо больше, чем в классе. По словам Криса Кузино, инструктора по гибочному прессу в DeWys Manufacturing, некоторые люди с опытом работы могут завершить обучение и начать работать более независимо, чем их менее опытные коллеги.
«Приятно иметь опытного оператора», — сказал Кузино, — «но мы определенно видим много людей, которые никогда раньше не видели листогибочный пресс или никогда не использовали штангенциркуль для измерения чего-либо. Требуется немного больше времени, чтобы пройти обучение, чтобы научиться измерять детали и инструмент, используемый для измерения». Обучение охватывает такие основы, как чтение чертежей, а также работу листогибочного пресса и обзор того, как металл изменяется по мере его формования. Обучение не основывается исключительно на информации, предоставленной производителем станков, консультантом или профессионально-техническим учебным заведением. Элементы берутся из этих источников и дополняются собственным опытом DeWys Manufacturing. Студенты не только получают производственное обучение, но и узнают о том, как все делается в DeWys Manufacturing. Большая часть этого — ознакомление с принципами бережливого производства и тем, как они влияют на деятельность в цехе. «Недавно мы провели обучение по восьми смертельным отходам, 6S и аудитам процессов, которые подтверждают, что они делают то, что говорят, например, проверяют детали», — сказал Боб Миллер, руководитель непрерывного совершенствования в DeWys Manufacturing. «Мы также заставляем их заполнять отчет FIT, который является инструментом непрерывного совершенствования, где они сканируют свои задания и дают комментарии, например: «Если мы сначала сформируем этот изгиб, а этот — последним, то мы сделаем эту деталь быстрее».
«Мы учим их всему этому», — добавил Миллер. Примерно через два месяца участники курса обучения работе на листогибочном прессе начинают работать более самостоятельно. В последующие месяцы они продолжают учиться, но все равно сталкиваются с препятствиями, а это значит, что инструктор по работе на листогибочном прессе пристально следит за ними, когда они берутся за гибочные работы, по словам Кузино.
Обычно на отметке в шесть месяцев оператор гибочного пресса проявляет меньше признаков того, что он новичок в этом процессе. Кузино сказал, что они на самом деле начинают задавать вопросы о последовательности гибки или обработке деталей, которые мог бы задать опытный оператор. Они также очень хорошо осознают ставки на этом этапе. «Мы не создаем дополнительные детали», — сказал Крис Хокинс, операционный менеджер DeWys Manufacturing. «Если мы это делаем, то очень редко. На них оказывается такое давление. «Они получают именно то, что им нужно для работы», — продолжил Хокинс. «Если они совершают ошибку, нам приходится возвращаться и резать больше».
Проще говоря, производитель может максимизировать эффективность и качество, если операторы листогибочных прессов используют одни и те же инструменты, управляют одним и тем же станком и взаимодействуют с одним и тем же программным обеспечением. В стране несоответствующих станков, которая в значительной степени представляет собой каждую существующую производственную операцию, это может стать непреодолимым препятствием для производителей, желающих оптимизировать операции гибки. Компания DeWys Manufacturing не хотела следовать этому плану, когда дело дошло до модернизации своих возможностей гибки. Следуя идее «стандартизации», части обучения 6S, она решила инвестировать в один тип листогибочного пресса, поскольку планировала модернизацию своих возможностей гибки четыре года назад. После изучения нескольких производителей она приобрела шесть 150-тонных гидравлических листогибочных прессов Bystronic Xpert. Конечно, такая покупка недоступна для многих небольших мастерских, но она окупилась с точки зрения способности компании оставаться на вершине растущего бизнеса на протяжении многих лет. В частности, тормоза выдерживают работу двух станков для резки волоконным лазером, работающих круглосуточно и без выходных. Хокинс сказал, что около 90 процентов работы компании по гибке листового металла проходит через эти шесть машин. Жизнь стала намного проще с общей технологией гибки. Теперь операторы компании используют одни и те же инструменты и следуют одним и тем же программам. Некоторые операторы не ограничены определенным станком, потому что он единственный, кто знает, как эффективно им управлять.
«Это может быть сложно, если вы покупаете листогибочный пресс в один год, а через два года покупаете еще один. Они разные», — сказал Хокинс. «Производители постоянно совершенствуются и меняются. Вы можете иметь дело с двумя разными машинами, даже если они от одного производителя, потому что у них разные навороты». Современные аспекты новых листогибочных прессов также помогли в работе над качеством. Все они имеют динамическую прогибку, которая гарантирует, что нагрузка на плунжер равномерно распределяется по заготовке, независимо от неоднородностей металла. Мониторы предоставляют пошаговые визуальные инструкции для операторов, которым может потребоваться визуальная подсказка о том, как должна выполняться последовательность многогибов . Это удобно для деталей, которые требуют более одного или двух изгибов. Он показывает оператору, как вставить деталь, повернуть ее и перевернуть. Все воспроизводится в виртуальной модели на мониторе. Хотя у него не было точной статистики, Хокинс сказал, что DeWys Manufacturing увидела колоссальное снижение количества доработок и бракованных деталей, когда новые листогибочные прессы были запущены в эксплуатацию. Он сказал, что показатели качества продолжают постепенно улучшаться из года в год, поскольку новые операторы все более комфортно себя чувствуют на оборудовании.
Это хорошие новости для производителя, который ежемесячно гнет на листогибочных прессах от 200 до 250 новых деталей. Но, возможно, самым кардинальным изменением для компании стал переход на автономное программирование листогибочных прессов. Поскольку для управления шестью листогибочными прессами требуется одно программное обеспечение, один программист занимается этой задачей. Все гибочные работы проходят через этого человека. (На самом деле, этот программист также отвечает за программирование работ для лазерных режущих станков, револьверных прессов и даже машин для вставки оборудования.) «Программное обеспечение и автономное программирование изменили мир», — сказал Кузино. «Это сократило наше время настройки вдвое». Когда операторам не нужно беспокоиться о программировании работ, они могут сосредоточиться на производстве качественных деталей.
Еще одно, что сделала компания DeWys Manufacturing, когда приобрела новые листогибочные прессы, — это купила шесть полных комплектов инструментов для листогибочных прессов Wilson Tool, по одному для каждого листогибочного пресса . Операторам больше не придется искать нужный инструмент для выполнения работы, которая была запланирована для листогибочного пресса. «Раньше им приходилось приобретать собственный инструмент, и для них ничего не было [до установки новых листогибочных прессов]. Они просто знали, что делать», — сказал Кузино. «Теперь все есть для них». Кузино сказал, что инструмент был частью вау-фактора, который помог завоевать операторов листогибочных прессов, опытных и неопытных. Их попросили изучить совершенно новый способ гибки деталей, но им собирались предоставить инструменты, чтобы сделать кривую обучения максимально гладкой. В меньшем масштабе компания также предоставляет полные наборы инструментов, которые хранятся в теневых ящиках возле каждого листогибочного пресса . Это еще один символ того, что операторы осознают, что у них есть лучшие инструменты для выполнения качественной работы.
Просто иметь теплое тело, чтобы стоять перед листогибочным прессом, не является частью генерального плана DeWys Manufacturing. Компания хочет иметь сотрудников, которые могут понять концепции и понять приверженность, необходимую для реального влияния в отделе гибки. Чтобы помочь достичь этой цели, руководство ищет подходящих кандидатов на работу. Тест на механическую пригодность сотворил чудеса, помогая найти таких людей, сказал Кузино. Этот тест он и другой коллега нашли в Интернете, а затем немного скорректировали, включив несколько вопросов, которые были более адаптированы к среде металлообработки. Например, один из разделов теста может ссылаться на изображение шкива и просить испытуемого выяснить, что может произойти, если определенные действия будут применены к системе шкивов.
85–90 процентов, которые хорошо справляются с этим тестом на механическое мышление, как правило, способны справиться с жизнью перед прессом, сказал Хокинс. Кузино добавил, что они часто задают еще один вопрос во время собеседования и тестирования, чтобы понять, подходит ли кандидат на работу для листогибочного пресса: Вы играете в видеоигры? «Удивительно, как быстро они могут освоить этот контроллер, если они все время играют с компьютером», — сказал Кузино. Опять же, операторы, которых не пугает оборудование и которые чувствуют себя комфортно с контроллером, могут сосредоточиться на работе по гибке и ни о чем другом не беспокоиться .
Прежде всего, DeWys Manufacturing решила, что если она хочет производить качественные детали, то должна сделать всех инспекторами качества. «У нас нет людей, отвечающих за качество, которые бегают вокруг, проверяя детали. Все наши люди проверяют свою собственную продукцию в процессе производства», — сказал Хокинс. Каждый оператор выполняет проверку первой детали с помощью инструментов качества, расположенных рядом с его собственным гибочным прессом. Проверка проводится по спецификациям, которые прилагаются к подвижному составу, который соответствует каждой производственной задаче. Пока оператор не достигнет уровня супервайзера, он или она должны иметь Кузино или другого квалифицированного оператора, который подпишет эту проверку. Миллер сказал, что проводятся еженедельные проверки, чтобы гарантировать, что эти шаги выполняются на регулярной основе. Большинство проверяемых размеров основаны на информации от клиентов. Цель состоит в том, чтобы быстро выполнить проверку, чтобы детали могли продолжить движение по одному из шести потоков создания ценности (которые определяются как схожие типы продукции, проходящие по уникальным маршрутам, например, детали, требующие гибки, вставки оборудования и покраски, детали, требующие гибки и сварки, но не требующие покраски, и т. д.). По словам Кузино, эти подтверждения необходимы, поскольку у менее опытных операторов нет большого опыта измерения деталей. Некоторые никогда не видели штангенциркуля и на самом деле не имеют представления о том, как пользоваться транспортиром. Однако в конце концов операторы, которым помогает обучение и технологии, достигают точки, в которой они могут гарантировать, что детали остаются в пределах допусков, обычно в пределах ± 0,015 дюйма.
«Благодаря созданным нами учебным пакетам, — сказал Хокинс, — Крис и другие будут обучать наших людей, давать им набор навыков, чтобы они знали, что проверять и что контролировать, чтобы они могли контролировать на протяжении всего цикла. Производственный поток продолжается».
По оценкам Хокинса, из примерно 20 операторов листогибочных прессов DeWys примерно половина имеет более 10 лет опыта, в то время как другая половина имеет менее трех лет опыта. Это создает приятное сочетание рабочих, у которых есть одна очень важная общая черта: гибка деталей. Кузино сказал, что, избавившись от головной боли, такой как поиск нужного инструмента и программирование, операторы могут больше времени уделять взаимодействию друг с другом, при необходимости предоставляя экспертные знания менее опытным коллегам и даже предоставляя обратную связь программисту оборудования, который мог создать последовательность гибки, которая просто не работает. Это взаимодействие, которое в конечном итоге приводит к постоянному совершенствованию. Технически продолжение этих улучшений процессов отражено в названии должности Миллера, но он первый, кто сказал, что когда бережливое производство работает, персонал цеха выполняет работу по повышению бережливости процессов. «Листогибочный пресс не работает, если там кто-то не стоит», — сказал Миллер. «Самое главное — выяснить, что отвлекает их от машины».
Вот где важна обратная связь оператора. Возможно, это слишком много бумажной работы. В результате DeWys Manufacturing старается иметь сканеры штрихкодов везде, где они могут понадобиться. Возможно, оператору приходится идти за деталями. Миллер сказал, что они много думают о том, как детали подаются на листогибочные прессы . «Операторы ходят и говорят об этих процессах, чтобы сделать их лучше», — сказал Хокинс. Успех в производстве качественных готовых деталей никогда не бывает делом одного актера.
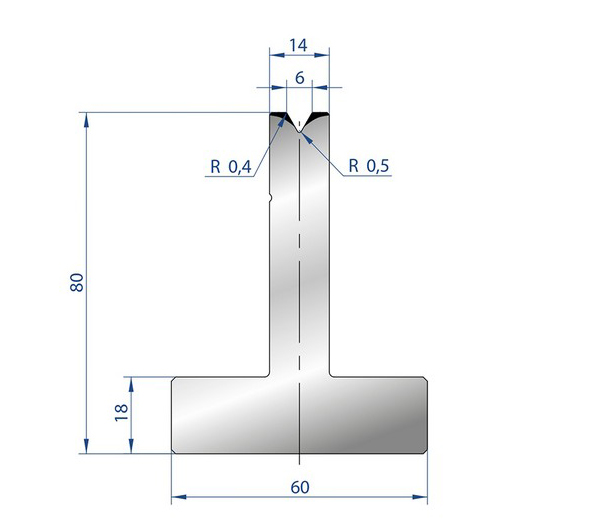
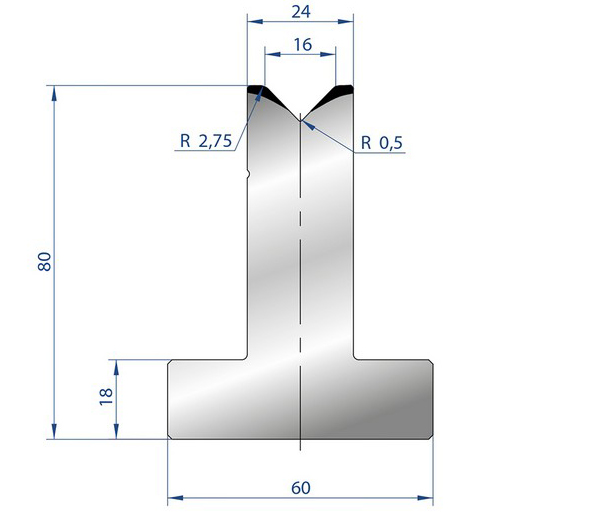
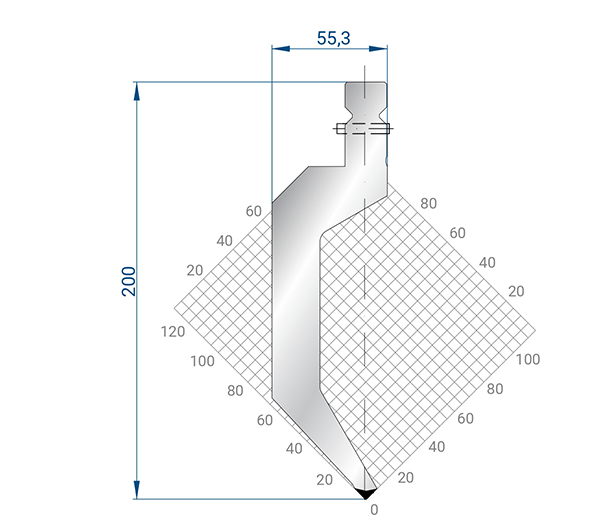
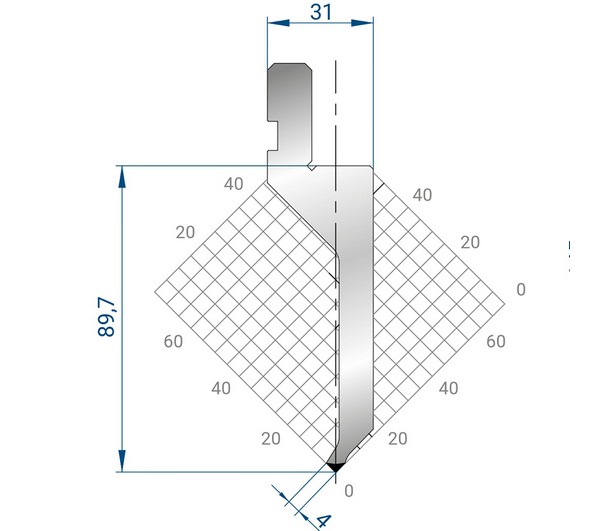
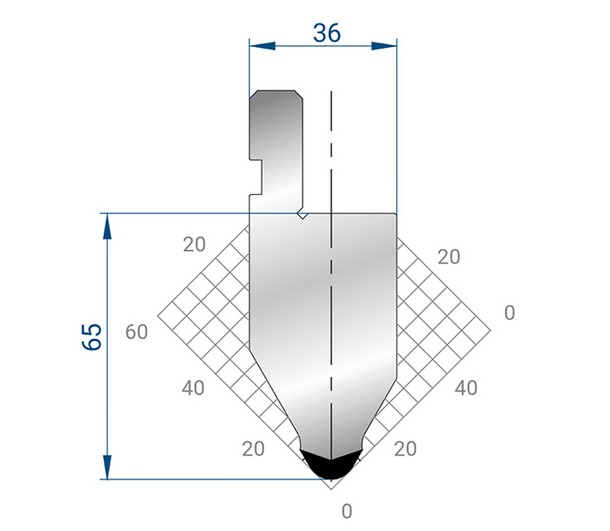
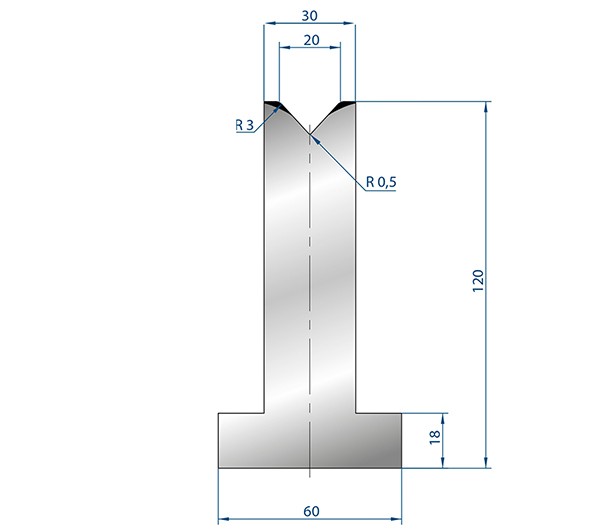
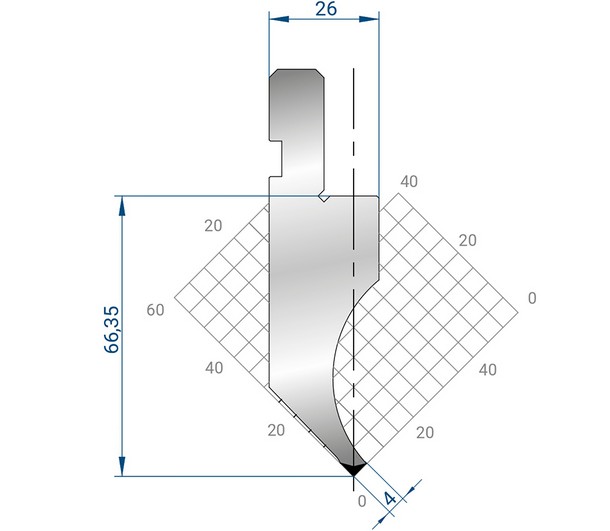
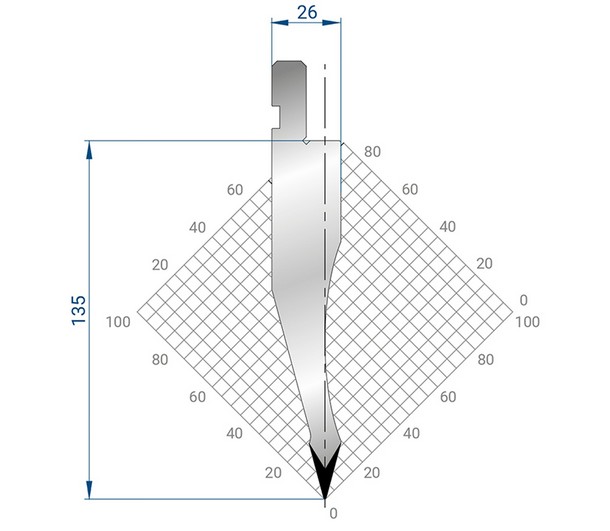
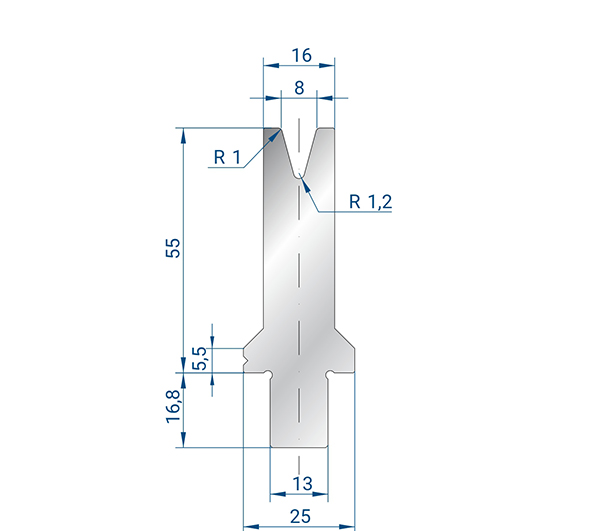
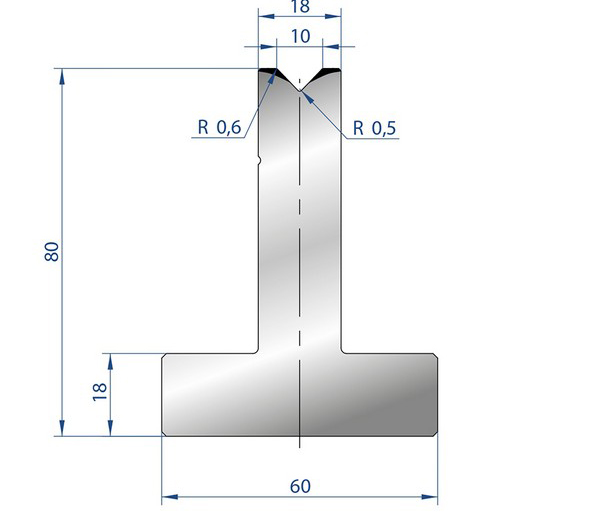
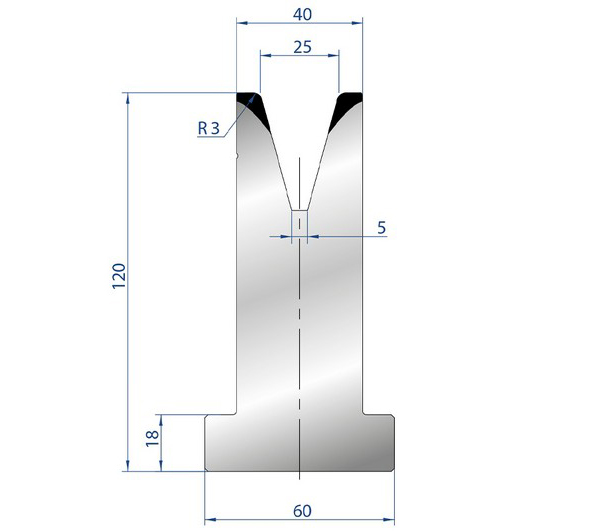
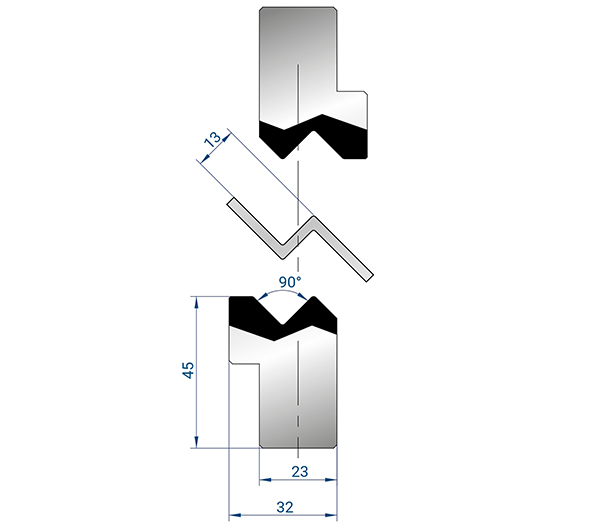
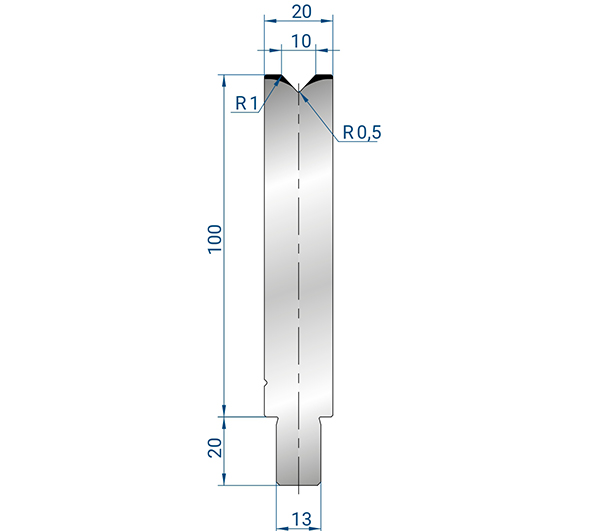
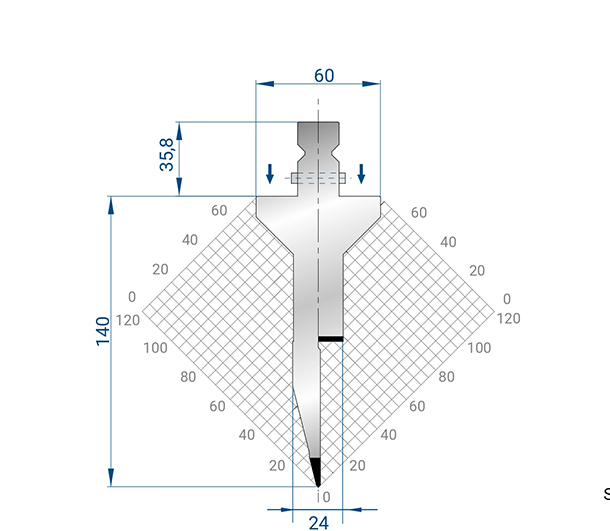
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из:https://www.thefabricator.com/thefabricator/article/bending/how-one-fabricator-maintains-quality-in-bending