2024-12-13

Пройдите по цеховому полу в Ace Metal Crafts, 138- штатный производитель нержавеющей стали в бенсенвилле, штат Иллинойс. , и вы найдете расписание, где каждый может увидеть, с первого взгляда, где рабочие места стоят, если они опережают, на или позади графика-и, самое главное, над чем нужно работать дальше.
Рабочие могут увидеть изменение последовательности работы или, возможно, появится новая работа. Клиенты могут сделать новый запрос, или нагрузка в некоторых областях может быть выше или ниже, чем ожидалось, и поэтому расписание корректируется, чтобы сохранить все течет.
Анжела пицо, вице-президент по производству, указала на тележку, где рабочие выполняют газовую металлическую дугу, газовую вольфрамовую дугу, и даже ручной лазерной сварки. Комплекты комплектующих включали в себя разрезанные и сформированные части из исходных процессов, фрезерованные части из обрабатывающих операций компании, а также различные аппаратные средства и приобретенные компоненты.
Тележка была поставлена перед сваркой, ограничительный процесс, который является сердцебиением всей операции по смешиванию высокопроизводительной продукции. Ограничения могут меняться в зависимости от сочетания работ на полу, но для Ace Metal, это почти всегда в сварке. Вот почему все в магазине работают, чтобы держать эти ограничения постоянно питаться, в идеале, все части прибывают до сварки почти в одно и то же время. Ограничительный процесс влияет на то, каким образом части планируются и проходят через основные процессы резки в магазине, включая резку лентами, лазерную резку трубчатых и лазерную резку плоских листов.
- на одной работе может быть 60 или 70 сборочных узлов, - объяснил питцо. "Они собираются вместе для сварки. Индивидуальные комплекты могут быть секвентированы вместе с десятками других комплектов и различных заданий, все из которых идут в конечную сборку».
Рэй бааде, вице-президент по информационным системам и проектированию макетов, сказал: «в этом году мы провели почти 6000 различных работ только через наши лазерные клетки. Это типично для нас. То, что мы здесь делаем, очень разнообразно ".
Вы, однако, не увидите груды рабочих процессов (WIP)-контрольных признаков традиционной пакетной обработки и длительных сроков обработки. Вместо этого вы увидите признаки бережливого производства в действии: организованные рабочие зоны, комплекты запчастей на тележках движутся из одной области в другую. WIP существует, но большая его часть проходит в конкретных областях, а именно, после резки и непосредственно перед сваркой.
Причина размещения WIP и общий поток деталей имеет отношение к смеси изделий Ace Metal, изготовленных в настоящее время. История компании доказывает, почему металлоискатели так трудно найти. То, что работает в одном магазине, может полностью провалиться в другом. - а что? Когда меняется ассортимент продукции, меняется и все остальное.
Тогда и сейчас
В последний раз я посетил фабрикатор в 2008 году, когда в магазине было несколько лазеров CO2, блестящий новый лазерный тюбик с возможностью подсоединения, и совсем другая методика планирования и частичного потока.
В то время основное внимание уделялось сдельной промышленности. Заключительный этап обычно включает в себя сварку и небольшую сборку, но после этого работы отгружаются в пищевой промышленности и других производителей оборудования для окончательной сборки. Это сочетание работ очень хорошо подходит для традиционного последовательного производства. Вместо того, чтобы группировать как рабочие места вместе и перепроизводить (глядя далеко вперед в расписании), чтобы уменьшить или сэкономить на настройках, все внимание переключилось на быстрый переход и управление листовыми остатками лазеров. Установка тормозов может занять немного больше времени, поскольку одна работа может сильно отличаться от другой, но не имеет значения; Благодаря этому подходу рабочие места продолжали работать, и в течение нескольких дней запасные части отправлялись через дверь и прибывали на погрузочную платформу заказчика.
Место Ace Metal в цепочке поставок значительно изменилось в последующие годы. Менеджеры магазинов и торговый персонал постепенно стали выполнять больше сварочных, монтажных и снабженческих работ. В настоящее время цех производит не только детали, сварные или сборочные изделия, но и оборудование, включающее широкий перечень компонентов. Другими словами, вместо деталей Ace Metal теперь производит целые системы.
Это изменило то, как магазин управляет частичным потоком. Сроки изготовления больше, чем в дни сдельной обработки, просто из-за характера работы. Общий срок доставки от первоначального разреза до окончательной отгрузки обычно составлял около восьми дней; Теперь это может быть несколько недель, но метрика должна быть поставлена в контекст. Для изготовления систем требуется значительная координация, охватывающая десятки подузлов, которые объединяются с приобретенными компонентами на этапе окончательной сборки.
Изменение ассортимента продукции значительно увеличило сложность изготовления, но, как указывают источники, это небольшая цена, учитывая всю ценность, которую сотрудники предоставляют клиентам. В целом, сдельное производство имеет более операционные отношения между клиентом и поставщиком. Это не так сложно для клиента перенести свой бизнес в другое место. Но когда производитель продолжает добавлять больше стоимости, включая сборку и даже управление цепочкой поставок — отношения между заказчиком и поставщиком и общая конкурентоспособность становятся сильнее. Это неплохая бизнес-модель, до тех пор, пока операции цеха могут справиться с возросшей сложностью.
Это описывает эволюцию Ace Metal. Он остается рабочим местом; Большую часть того, что на полу, больше не увидят. Она по-прежнему производит сдельные детали и сварные швы, но большая часть ее ассортимента в настоящее время включает в себя комплексные, сложные сборки. На этой арене игровое поле не так уж переполнено.
Очень смешанное производство
Рыночная позиция "эйс метал" позволяет рассматривать методологию составления графиков в соответствующем контексте. Работа стала невероятно разнообразной, что создало коллектив талантливых сварщиков и фабрикаторов. Тем не менее, люди не учатся ремеслу в одночасье, и это напрямую влияет на скорость, с которой продукты проходят через сварку.
Как объяснил питзо, "скажем, у нас есть несколько очень жестких рабочих мест в нашей текущей партии работы, протекающей через магазин, но у нас есть несколько новых сварщиков, и мне нужно немного более легкой работы, чтобы дать им". В этом случае, она корректирует расписание, чтобы обеспечить несколько более простых заданий будут втянуты в последовательность.
Она уточнила, что новым сварщикам поручается сложная работа, но зачастую они работают более медленными темпами. Это не их вина. Сложные работы по изготовлению нержавеющей стали просто требуют опыта. Получив сочетание более простых и сложных работ, новые сварщики могут поддерживать производительность, приобретая при этом ценный опыт. Но если смесь будет включать в себя целую серию сложных работ, сварка может стать еще большим ограничением, чем это уже есть — отсюда необходимость корректировки последовательности заданий.
Вверх по течению, новый бистронический пресс braks-запрограммированный offline-easy переход. И сегодня только Один автоматический волокнистый лазер Mitsubishi может выполнять работу нескольких лазеров CO2. В последние годы фабрикатор инвестировал в несколько фотонических систем ручной лазерной сварки IPG, которые помогают сварщикам создавать длинные бусины стрингера с минимальным тепловым вводом. Но лазерная сварка не может полностью заменить газовую сварку из вольфрамовой дуги (GTAW, или TIG), и в большинстве случаев скорость этого процесса регулирует темпы работы по всему цеху.
Когда в расписании происходят какие-либо изменения, сотрудник сразу же видит их на мониторах, показывающих раскрашенные таблички расписаний. Иногда это происходит из-за несоответствия между имеющимися ресурсами и работой, проходящей через магазин. Часто, однако, изменения в расписании происходят из-за запросов клиента.
Они остаются общей головоломкой в производстве металла на заказ. Крупный клиент звонит, и магазин наклоняется назад, чтобы втиснуть работу. Эти "быстрые" рабочие места могут вызвать хаос в потоке и отослать другие рабочие места. Просто сказать "нет" крупному клиенту может быть хорошей идеей, но реальность более сложная. В конце концов, многие пользовательские фабрикаторы продают себя на их способность менять направление на 10 центов. Когда клиент звонит с переменой, они делают все в пределах разумного, чтобы разместить.
Здесь хорошие данные Ace Metal помогают планировщикам принимать стратегические решения. Они не выбрасывают ускоренный приказ слепо на Пол. Во-первых, они анализируют волновой эффект. Магазин располагает многолетним набором данных по часам ввода и вывода данных, которые являются частью модуля планирования в рамках программного обеспечения ECI Solutions M1 для планирования общеорганизационных ресурсов.
"У нас есть еще Один уровень в нашей системе планирования, который говорит нам о Том, насколько сильно неожиданный ход [такой как изменение заказа] повлияет на нашу текущую производственную нагрузку", - пояснил бааде. "Система говорит нам точно, где мы стоим, и когда приходит новый порядок, она пересчитывает нагрузки".
Он добавил, что система определяет оптимальные сроки выпуска новых заказов, которые наилучшим образом соответствуют графику производства и, самое главное, посылают как можно меньше волн в общий поток.
"После того, как изменения сделаны, новая последовательность появляется сразу на панели планирования", пояснил питцо, добавив, что быстрое общение помогает людям на полу реагировать и, в конечном счете, предотвратить эти небольшие всплески, чтобы стать приливные волны.
Последовательность на лазере
Сотрудники называют отдел лазерной резки "кардиостимулятор". Моникер не обязательно указывает на то, как быстро лазерная головка режет или заканчивает определенное гнездо. Вместо этого речь идет о Том, как быстро и эффективно лазер может удовлетворить спрос на последующих этапах. Последнее, что планировщики хотят, чтобы машина часами резала рабочие места, которые не нужны сразу, просто для повышения производительности материала и лазерной резки время.
В то же время, они не могут полностью игнорировать эффективность, полученную за счет совмещения множества рабочих мест на одном гнезде по определенному показателю.
Работа может потребовать полдюжины различных толщины материала, и глядя всего несколько часов или несколько дней в расписании, вероятно, приведет к много листовых остатков. Большая причина, по которой магазины, обрабатывающие косметически важные работы предпочитают не управлять остатками является повышенная вероятность царапин. Хранение небольшой наполнитель части на стойке в течение нескольких недель кажется лучшей альтернативой, чем остатки нержавеющей стали становятся царапины во время обработки, отправляя все это в мусорный бак.
Несмотря на это, Ace Metal обрабатывает значительное количество остатков, что подтверждается системой хранения остатков Eurostorage рядом с лазером. Листы, организованные индикатор, хранятся вертикально на опорах, которые защищают их от царапин. Один оператор может вытащить вертикально загруженные листы, чтобы начать процесс загрузки.
В настоящее время программа работает от одной до двух недель, выполняя от 100 до 200 заданий. - это не все, что у нас есть, - сказал баэйд. "Она все еще смотрит на конкретные временные рамки. Но от этого она будет группировать различные компоненты с разных рабочих мест по размерам, чтобы мы могли оптимизировать выход материала».
Однако для того, чтобы наполнить гнездо, магазин не может полагаться на «наполнители». Разнообразие работ просто слишком велико. Здесь управление остатками играет важную роль.
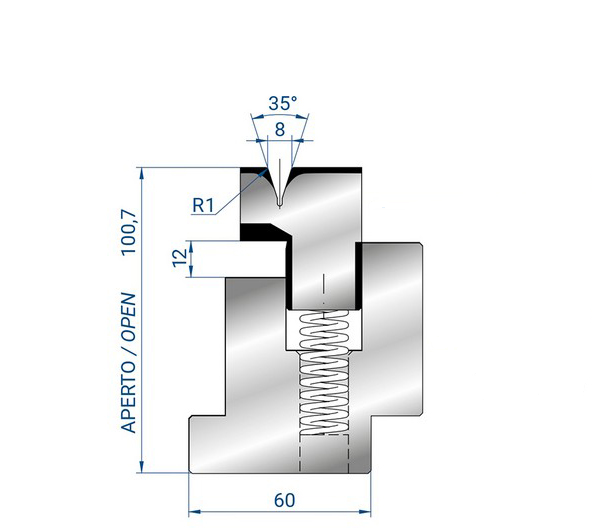
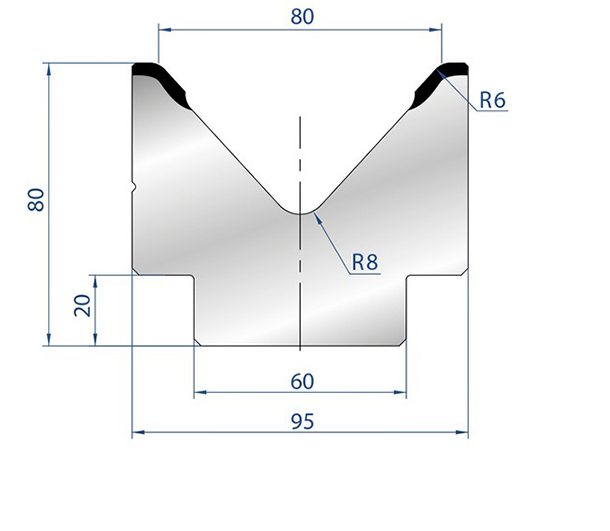
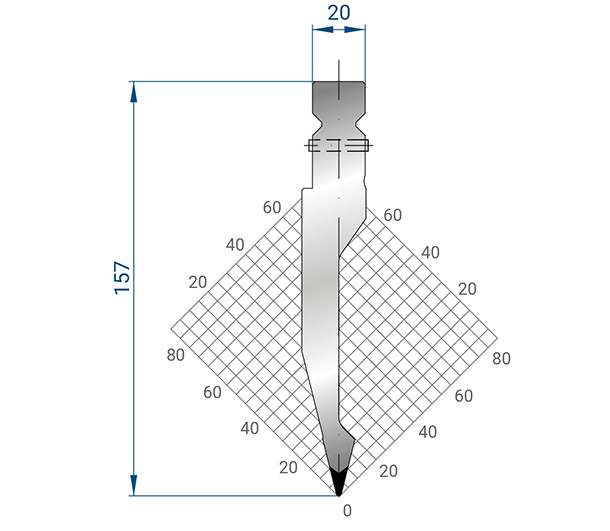
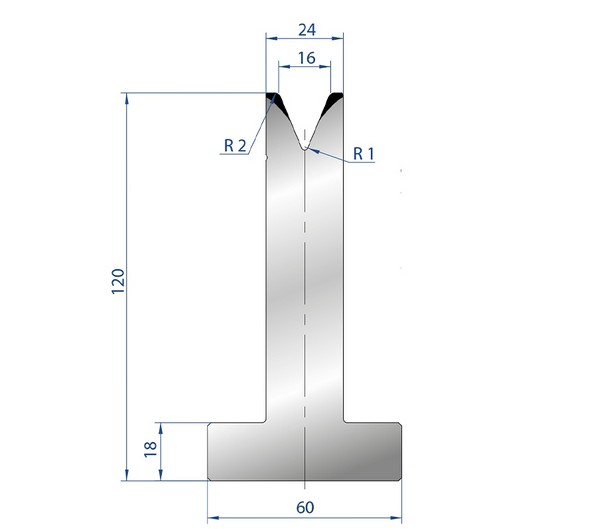
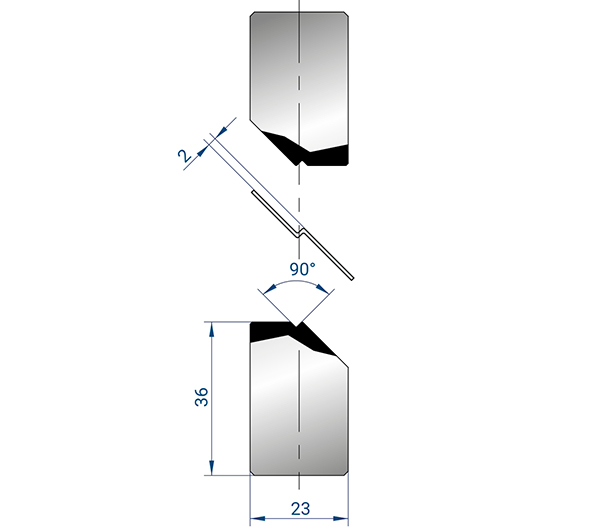
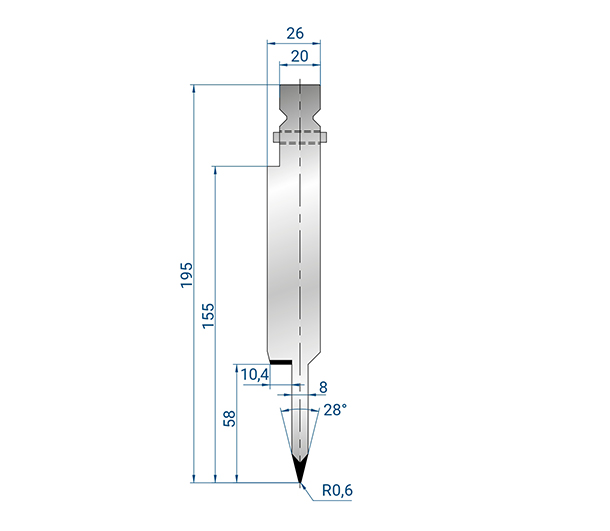
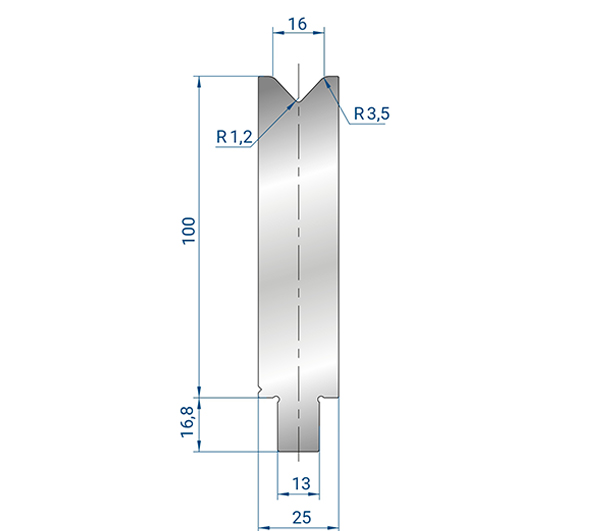
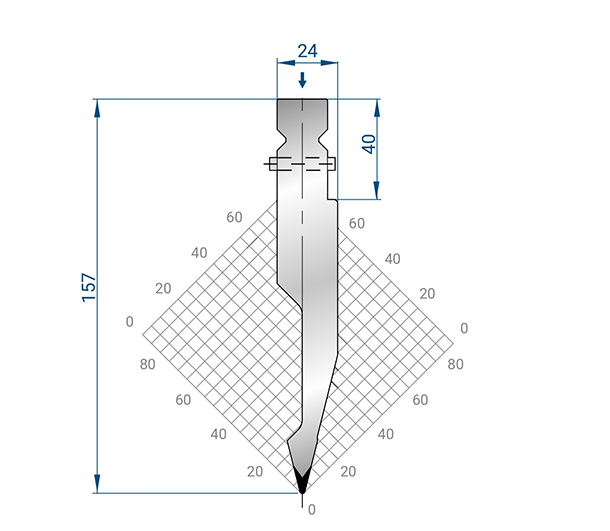
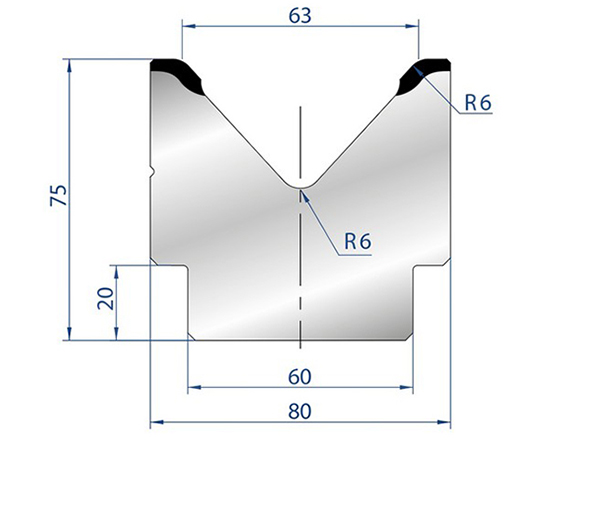
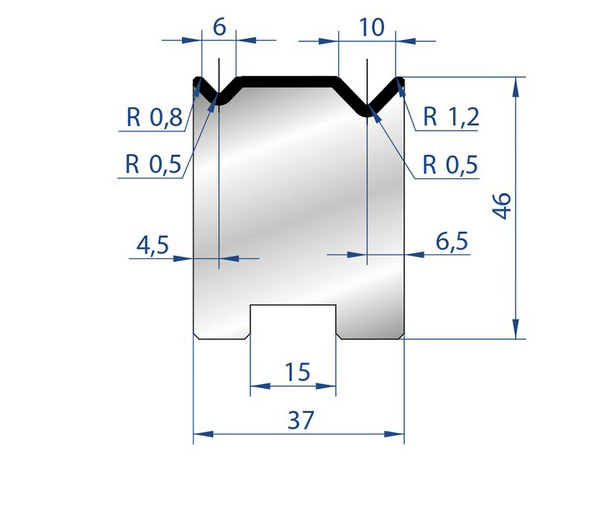
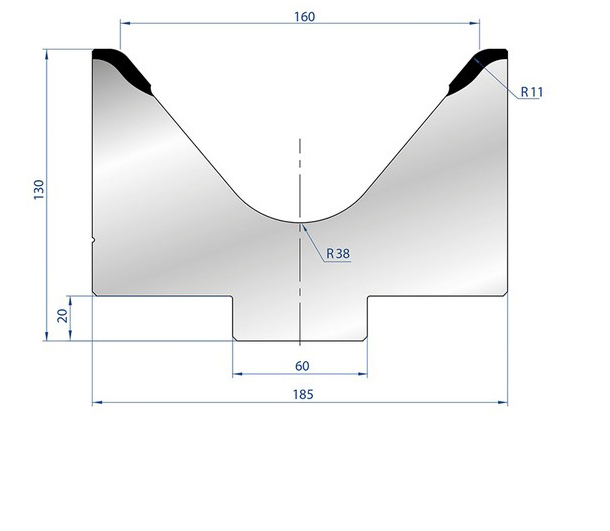
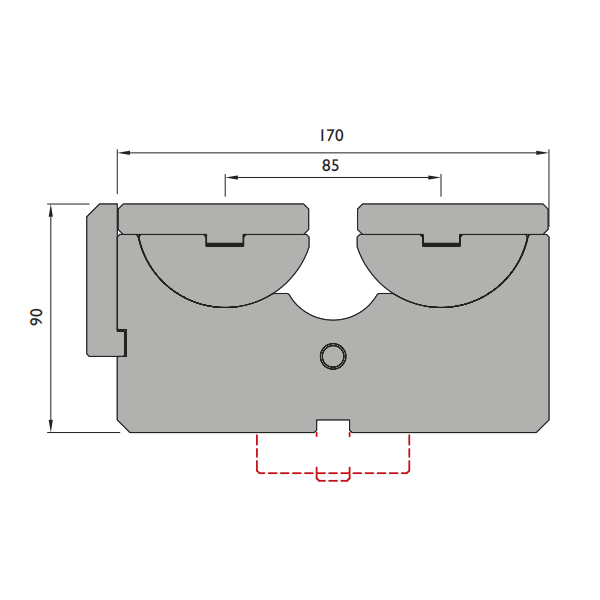
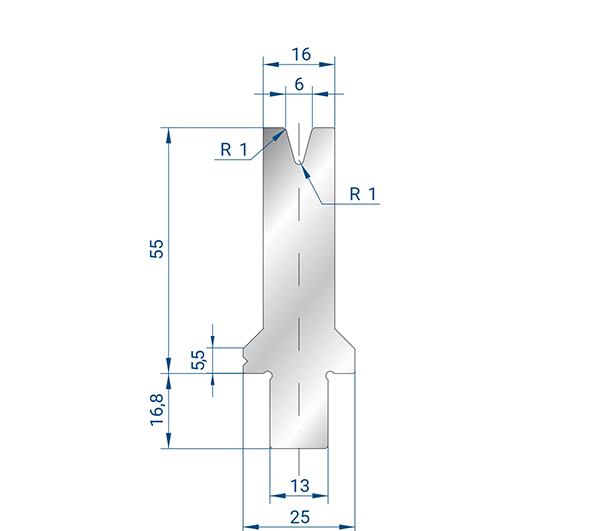
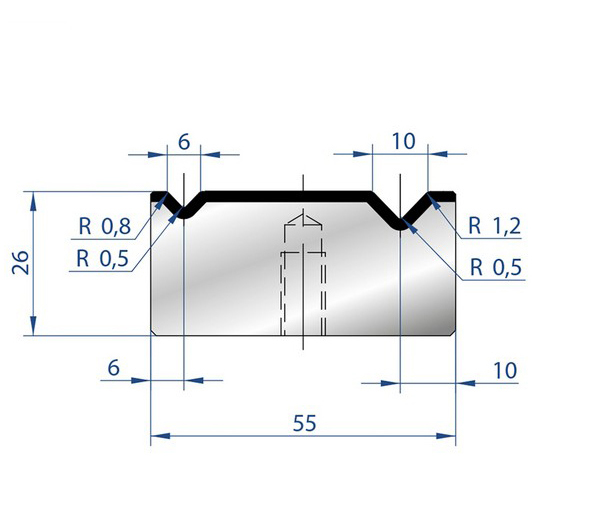
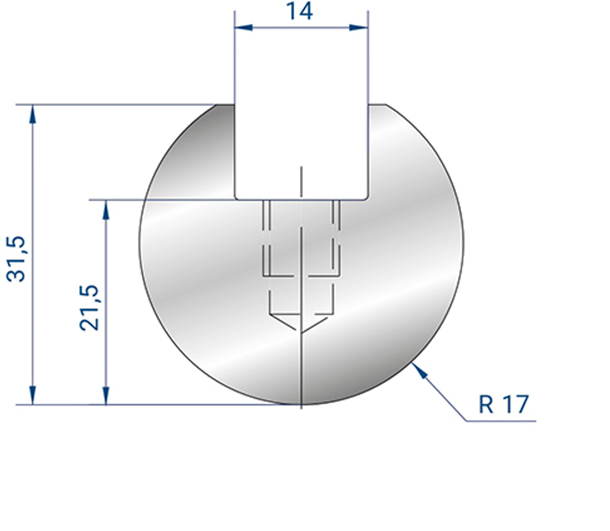
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из: https://www.thefabricator.com/thefabricator/article/bending/press-brake-controllers-and-the-bend-deduction-of-sheet-metal