2024-08-12
Вопрос: Мы находимся в процессе покупки гидравлического листогибочного пресса. С этой покупкой возникает необходимость указать и выбрать инструмент. Мы используем американский строганный инструмент более 30 лет.
Что касается американского и нового стандартных стилей хвостовика, используемых при гибке конструкционной стали, какой стиль хвостовика вы бы порекомендовали? Также, есть ли преимущество в выборе угла V-образной матрицы 75 градусов по сравнению с более доступными 85 градусами? Нам нужно указать угол матрицы для обеспечения пружинения в материале A572 Grade 50.
Мы будем покупать гидравлический верхний зажим. Рассматриваемый нами кнопочный инструмент американского типа имеет паз в хвостовике, который будет самоустанавливаться, как инструменты New Standard.
Ответ: Вы работаете в отрасли производства тяжелого оборудования; поэтому я предполагаю, что большая часть вашей продукции производится с использованием толстолистовой стали с несколькими кусками более толстого листа для таких изделий, как приборные панели.
Первое, что вам следует учесть, — это виды продукции, которую вы планируете производить с помощью нового листогибочного пресса. Это легкие материалы с жесткими допусками, тяжелые плиты или и то, и другое? Во-вторых, разработан ли ваш новый станок специально для инструмента New Standard (Wila-TRUMPF)?
Просто для уточнения некоторых терминов, современные инструменты листогибочного пресса идентифицируются по способу изготовления — прецизионная шлифовка или строгание, а также по профилю инструмента, включая форму хвостовиков и механизмов, используемых для их установки и удержания в держателе — американский, европейский и новый стандарт. Инструменты с хвостовиками американского типа традиционно строгались, поэтому вы часто будете слышать, как их называют американскими строгаными инструментами. Однако сегодня доступны прецизионные шлифованные инструменты с хвостовиками американского типа.
Теперь, когда у вас есть новый листогибочный пресс, вам нужно выбрать инструмент. Опять же, тип вашего тормоза будет определять ваш выбор, особенно если ваш тормоз был разработан для определенного типа инструмента.
Если вы сейчас решаете, придерживаться ли строгальных инструментов или перейти на прецизионно шлифованные инструменты, какой путь вам следует выбрать? Для определенных применений строгальные инструменты работают хорошо. В конце концов, вы утверждаете, что на вашем предприятии более 30 лет используются строганные инструменты. С другой стороны, если у вас возникли проблемы с соблюдением требований к качеству деталей, переход на прецизионно шлифованные инструменты может быть правильным решением.
При выборе между традиционным строгальным инструментом и прецизионно шлифованными инструментами New Standard знайте, что каждый из них занимает свое место в отрасли, и у обоих есть свои плюсы и минусы.
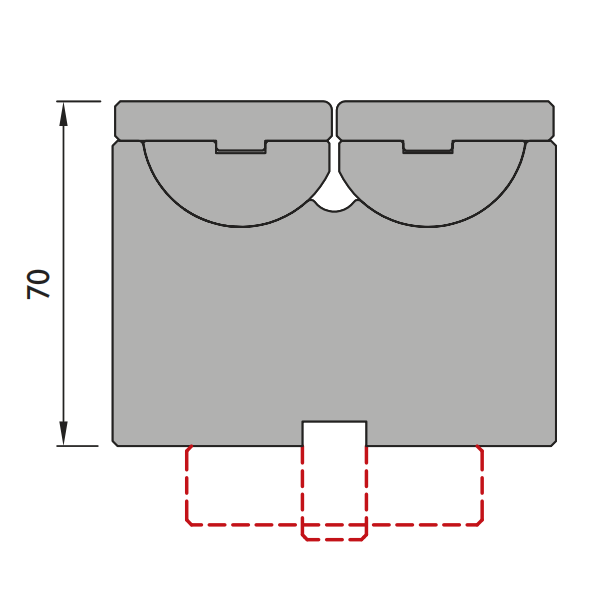
Инструменты для гибочного пресса New Standard хорошо работают с высокоточными деталями с жесткими допусками, особенно при использовании в гибочном прессе, разработанном специально для этого типа инструмента. Правильный гибочный пресс в сочетании с инструментами New Standard делают настройку легкой, поскольку они идеально поддерживают параллельность между станиной и ползунком или пуансоном и матрицей. Они также автоматически удерживают оснастку идеально центрированной в Tx и Ty

Инструменты New Standard можно приобрести в секционных наборах. Они позволяют собирать инструменты любой необходимой длины без необходимости резать сам инструмент. Инструменты New Standard также являются самоустанавливающимися при использовании в сочетании с надлежащей системой автоматического зажима.
По моему мнению, инструменты New Standard имеют два недостатка. Во-первых, самоустанавливающиеся, самоцентрирующиеся инструменты очень затрудняют «обман» изгиба, например, небольшое смещение матрицы для захвата небольшого фланца. Хотя не всегда лучшей идеей является смещение набора инструментов, реальность формовки на листогибочном прессе такова, что иногда возникает необходимость поймать фланец и завершить изгиб. Во-вторых, инструменты New Standard стоят дороже, чем традиционные инструменты типа рубанка.
Традиционные инструменты рубанка
Традиционные инструменты рубанка также имеют свои плюсы и минусы. С другой стороны, они дешевле, чем New Standard, и хорошо подходят для тяжелой гибки и подрезки. Инструменты рубанка обычно имеют большую длину в несколько футов, которую вы затем разрезаете на нужную длину для определенных применений.
Самостоятельная резка инструментов имеет как преимущества, так и недостатки. Если ваш ассортимент продукции несколько ограничен, и вы не постоянно режете инструменты на новую длину, то резка на нужную длину — хороший вариант. Если вы часто комбинируете инструменты для достижения заданной длины, традиционный инструмент рубанка более сложен.
Вместо того, чтобы шлифоваться по направлению к центральной точке, как прецизионный инструмент, инструменты рубанка режут по опорной координате X-Y. При объединении инструментов в разные длины, инструмент должен быть обращен в одном направлении. Какую бы поверхность вы ни выбрали для определения в качестве «передней», она должна оставаться постоянной. Если вы разместите одну секцию напротив другой, инструменты не будут правильно выровнены, так как вы переместите опорную точку на противоположную сторону

При резке строгальных инструментов по длине держите их в том же порядке. Когда вам нужно создать инструмент большей длины, совместите те же две детали в одном разрезе, при этом инструменты должны быть обращены в одном направлении. Для достижения наилучших результатов отмечайте каждый разрез, который вы делаете, на одной стороне инструмента: 1 совмещается с 1, 2 совмещается с 2 и т. д., вы будете знать, что вы соединили инструменты в правильном порядке и ориентации.
Строгальные инструменты обычно производятся длиной до 40 футов с погрешностью 0,005 дюйма на 10 футов или общей погрешностью 0,020 дюйма на 40 футов. Это действительно хорошо, но для изменения угла изгиба достаточно всего нескольких тысячных долей. Взять отрезанный кусок с одного конца и попытаться совместить его с куском с другого конца не получится. Также знайте, что при резке строгальных инструментов по длине вы можете снять остаточное напряжение внутри инструмента, что может вызвать проблемы с выравниванием.
Традиционные строгальные инструменты не закалены насквозь или насквозь. Вместо этого они, как правило, закалены пламенем только на рабочих поверхностях. Если вы по ошибке перегрузите строгальные инструменты, вы можете просто услышать хлопок и увидеть, как обломки падают на пол. Традиционные строгальные инструменты могут быть лучшим вариантом в среде, где вы сгибаете большие куски тяжелой пластины или где требуются большие тоннажи.
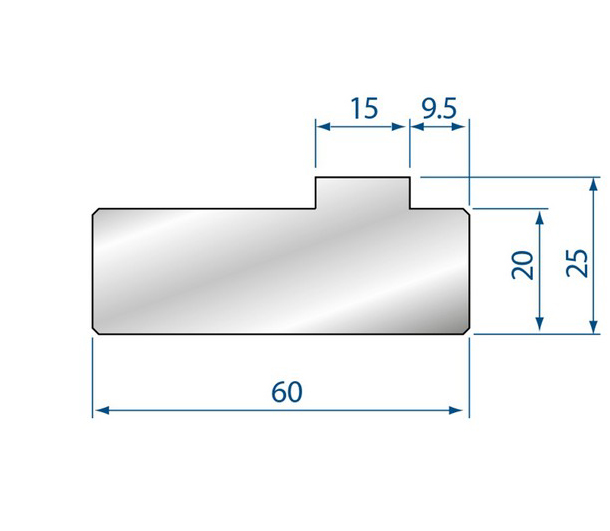
Тип хвостовика и способ крепления
Лучшим вариантом для крепежного хвостовика будет тот, который подходит для приобретаемой вами зажимной системы. Кнопки отлично подходят, если у вас много мелких инструментов, но не так хороши, если вы в основном закрываете плунжер и вставляете инструмент длиной 4 или 5 футов. Все современные инструменты будут включать в себя какой-либо предохранительный фиксатор в своем инструменте, например крючки или редкоземельные магниты.
Стратегия инструмента для структурной формовки
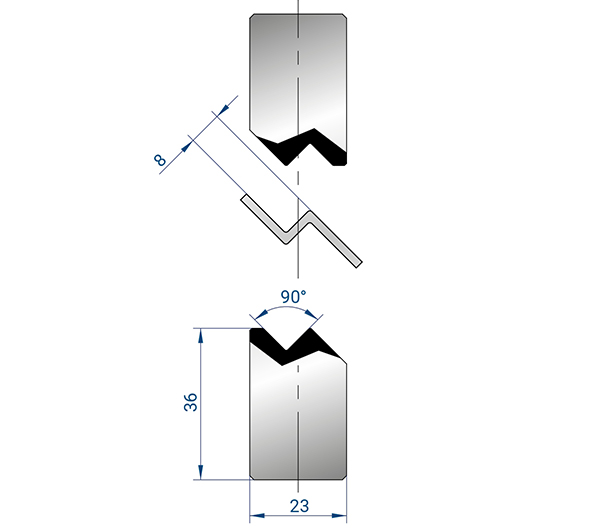
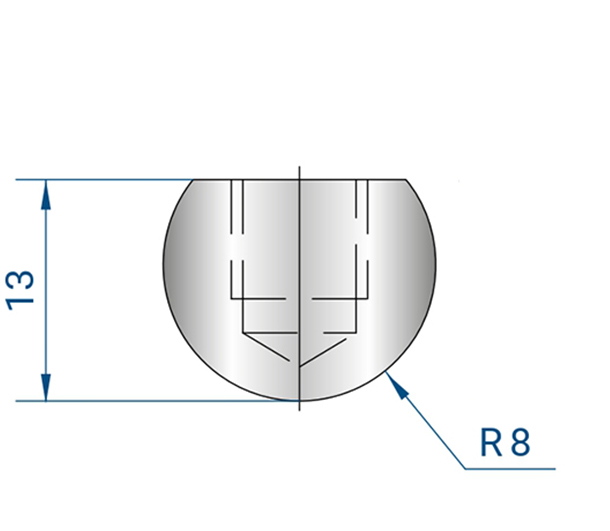
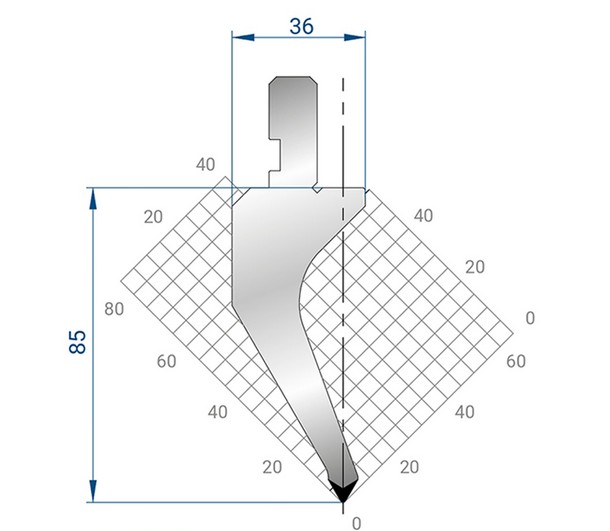
Если вы формируете в структурном приложении, вы, вероятно, не доводите до упора. Усилия, необходимые для этого, были бы огромными. Что касается того, какой стиль инструмента лучше всего подходит для формовки структурных деталей, новый стандарт или традиционный рубанок, то не столько важна конструкция или тип инструмента, сколько радиус носа пуансона.
Вы не хотите, чтобы соотношение между радиусом носа пуансона и материалом стало острым.
Если ваш изгиб станет острым и создаст складку вдоль линии изгиба, вы добавите много ненужных угловых колебаний. Изменение угла изгиба также влияет на размер фланца. Хорошее практическое правило при формовке стали — поддерживать радиус пуансона на значении, превышающем 63% от толщины материала. (Чтобы получить доступ к бесплатному калькулятору острого изгиба, посетите theartofpressbrake.com и щелкните меню «Инструменты»).
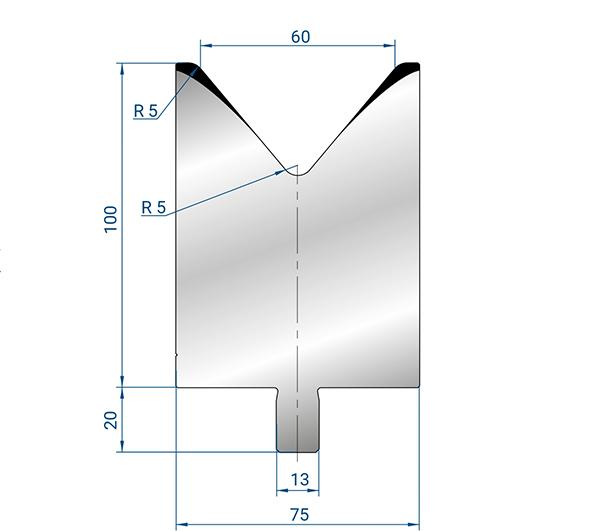
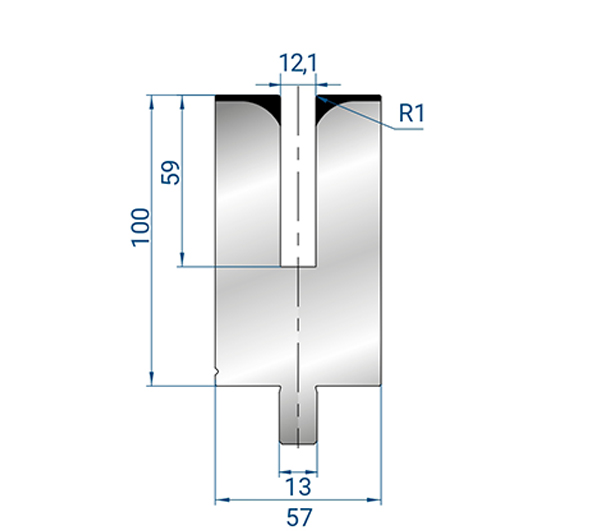
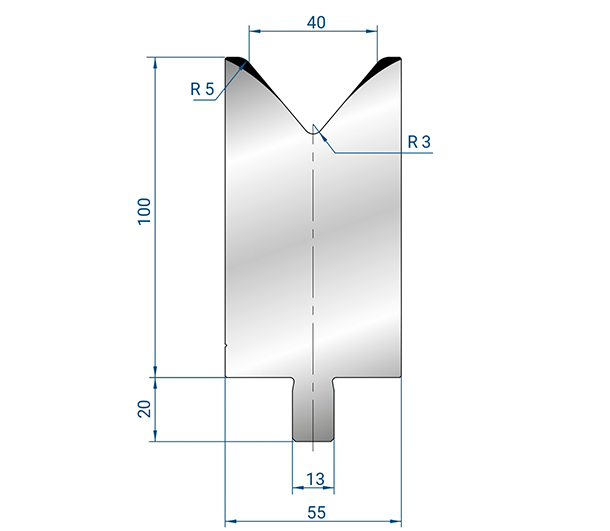
Углы матрицы: 75 против 85 градусов
Какой выбрать, зависит от углов изгиба, которые вам нужно достичь, и степени упругости. Цель меньшего угла матрицы — помочь компенсировать чрезмерную упругость, помогая проталкивать материал вокруг носика пуансона для достижения угла изгиба.
Также помните, что если вы измените угол матрицы, вам также нужно будет изменить угол пуансона, чтобы сохранить угловой зазор между пуансоном и матрицей. Угол пуансона, больший угла матрицы, нагрузит плечи матрицы и в конечном итоге
Рубанок или новый стандарт?
Какой тип инструмента вы выберете, зависит от ваших потребностей в применении, включая допуски, которых вам нужно достичь, тип вашего листогибочного пресса и то, предназначен ли ваш станок специально для определенных типов инструментов.
Не зная особенностей приобретенного вами листогибочного пресса и ваших конкретных требований к применению, я бы рассмотрел традиционный рубанок из-за типа производства, в котором вы участвуете, и типа инструмента, с которым вы уже работаете. Однако имейте в виду недостатки традиционных рубанков, описанные ранее. Пока вы направляете инструменты в том же направлении, когда вы собираете их после резки (выравнивая инструменты 1-1, 2-2 и т. д.), они должны работать для вас просто отлично и также сэкономить вам немного денег.