2024-09-19
Некоторые инженеры в этой отрасли рассказывают истории о том, как они получили от клиента твердую модель CAD детали из листового металла, увидели изгиб и обнаружили, что радиуса нет вообще. Современное программное обеспечение сделало это менее распространенным, но это свидетельство того, насколько незнакома гибка листового металла даже для тех, кто работает на производстве. Итак, вот самые основные основы.
У каждого изгиба есть угол и радиус. Угол изгиба интуитивно понятен, хотя, когда вы смотрите на чертежи деталей и измеряете формованные детали, вам нужно знать, является ли указанный угол внутренним или внешним по отношению к изгибу.
Но что насчет радиуса? В металлообработке термин «радиус» используется для описания кривых в листовом металле, пластине и инструментах, используемых для их создания. Вспомните геометрию средней и старшей школы: нарисуйте круг, поставьте точку в центре и от этой точки проведите прямую линию до края. Расстояние этой прямой линии и есть радиус. Чем меньше радиус (чем короче линия), тем меньше становится круг и тем острее становится его кривая.

На некоторых чертежах вы можете увидеть изгиб с указанным радиусом; если вы видите, скажем, R .120 со стрелкой, указывающей на внутреннюю часть изгиба, это означает, что изгиб должен иметь внутренний радиус изгиба (то есть радиус вдоль внутренней поверхности изгиба) 0,120 дюйма. Радиус — это не расстояние между началом и концом изгиба (есть другой термин для этого). Вместо этого представьте, что вы рисуете круг с краем, который перекрывает кривую изгиба. Этот круг (и, следовательно, этот изгиб) должен иметь внутренний радиус изгиба 0,120 дюйма.

Когда листогибочный пресс гнется, металл немного удлиняется. Это связано с природой сжатия и расширения листа или пластины при изгибе. Рассмотрим поперечное сечение толщины листового металла на рисунке 3. Вблизи внешней стороны изгиба вы получаете расширение, вблизи внутренней стороны вы получаете сжатие, и взаимодействие этих сил тянет нейтральную ось — границу между сжатием и расширением — к внутреннему радиусу изгиба. Профессионалы в области листогибочного пресса определяют это смещение как k-фактор, и именно это смещение заставляет металл удлиняться или расти.
Профессионалы (и современное программное обеспечение) используют k-фактор и другие переменные для учета этого удлинения. Он включает в себя расчет допуска на изгиб (длины нейтральной оси изгиба) и вычета изгиба — то есть суммы, которую вы вычитаете из исходных размеров для учета этого удлинения, так что когда деталь гнут, ее размеры «растут» до желаемого размера.
Если вы совсем новичок, это, вероятно, немного заходит в дебри. Но знание, хотя бы в общих чертах, того, что происходит с металлом, когда он гнется, даст вам хорошую отправную точку для дальнейшего изучения.

Когда вы видите, как оператор берет в руки вырезанный лазером или пробитый лист металла (иногда называемый заготовкой), он вставляет его между пуансоном и матрицей напротив пальцев заднего упора или упоров, которые удерживают заготовку в нужном месте для гибки. Если заготовка не закреплена на упорах или если что-то не так с положением пальцев заднего упора, гибка обязательно пойдет наперекосяк.
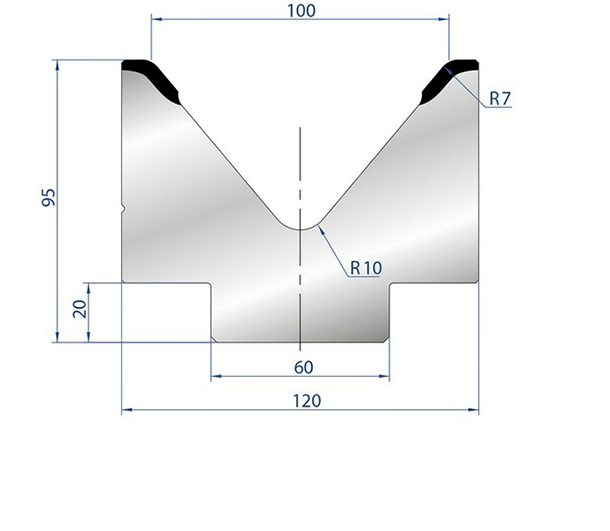
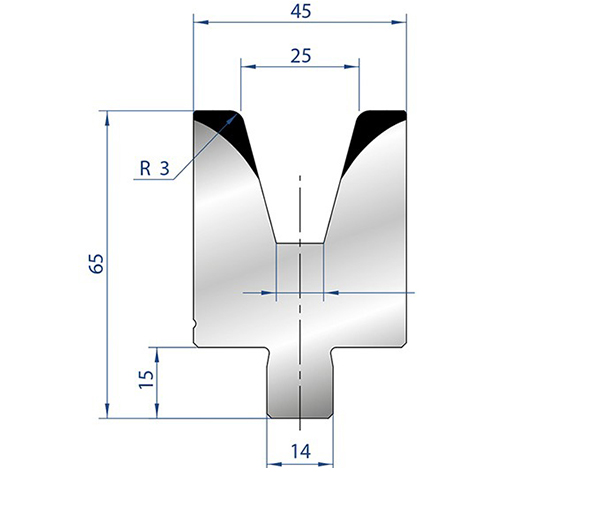
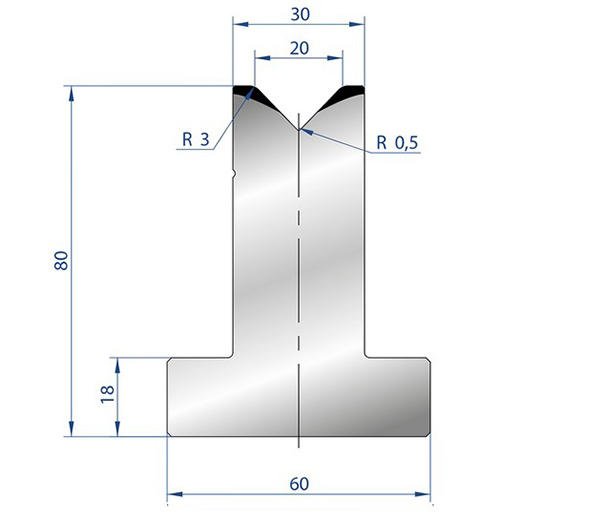
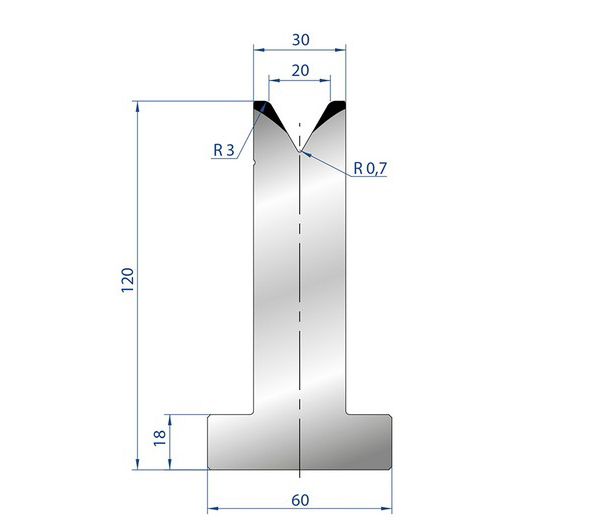
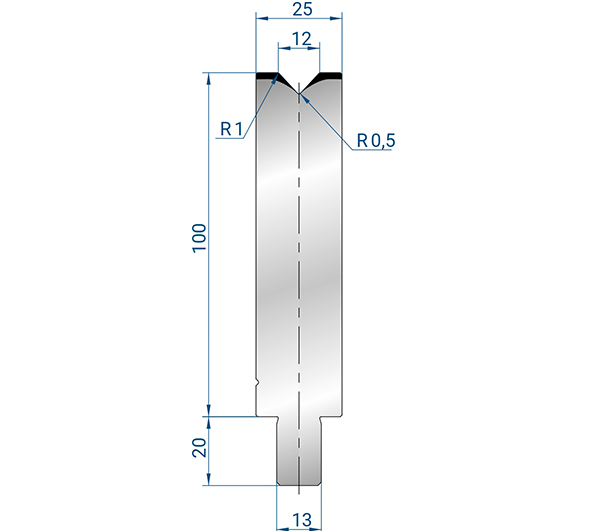
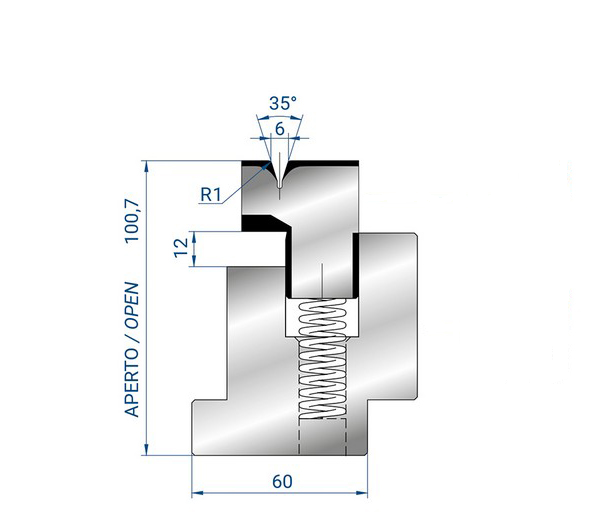
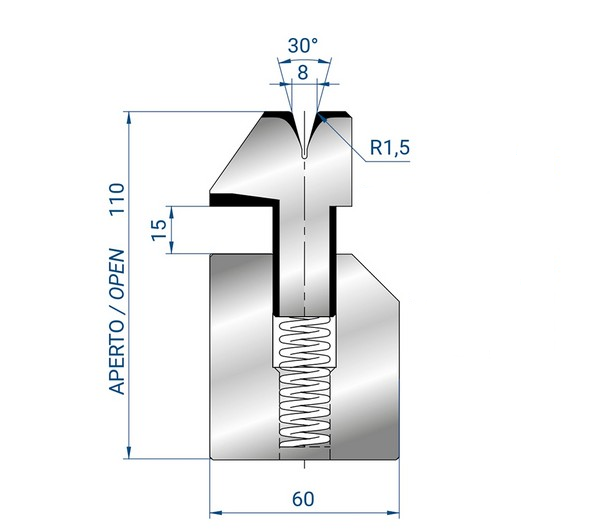
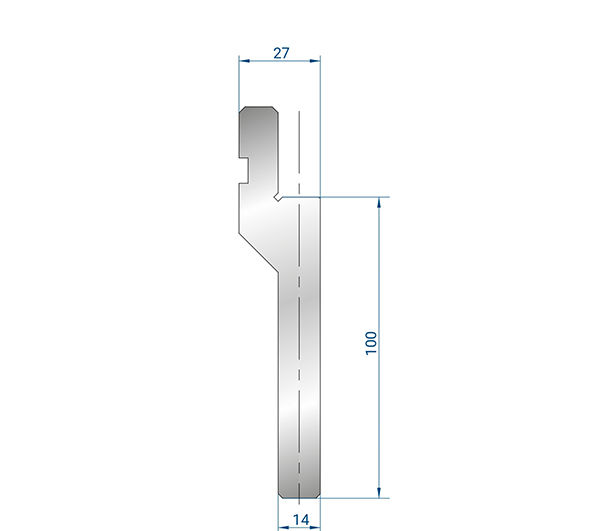
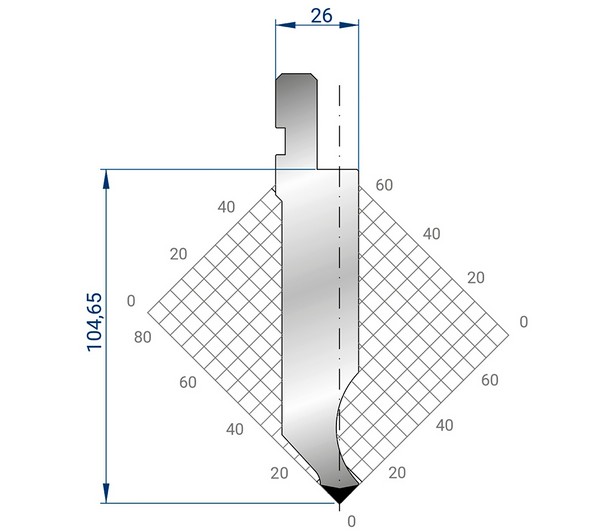
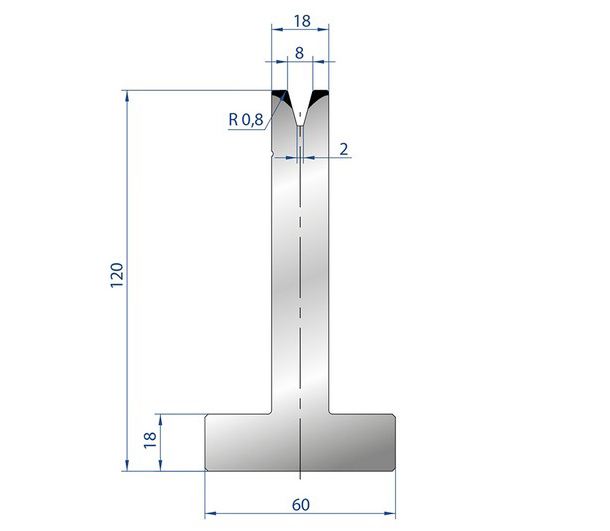
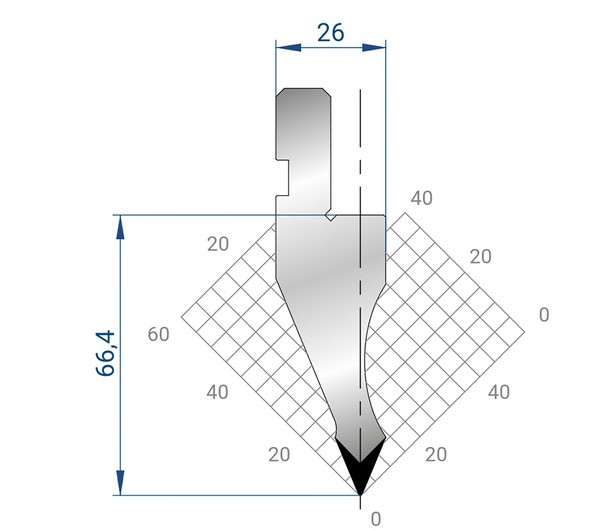
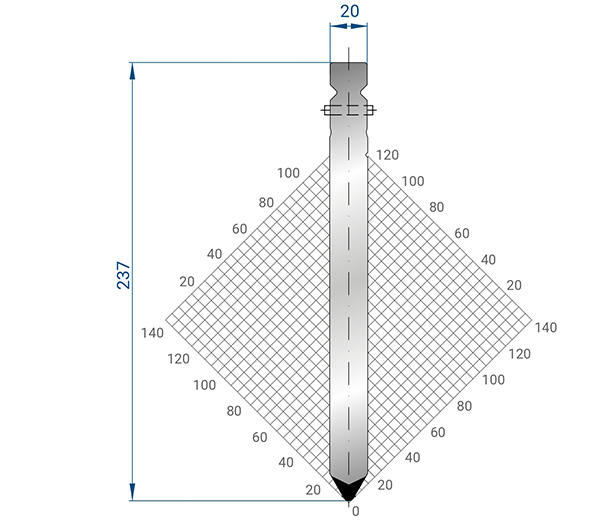
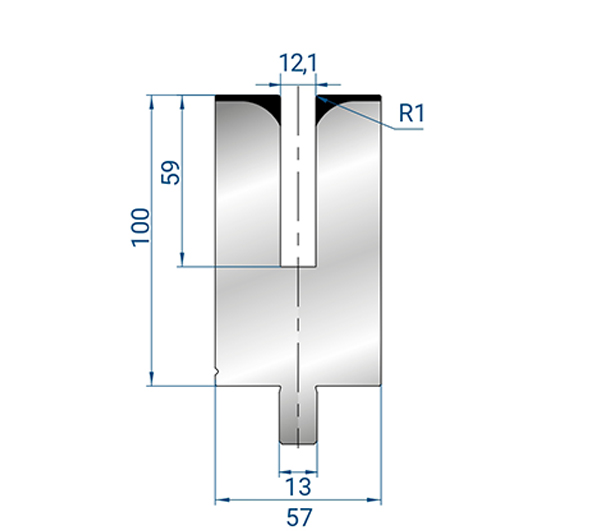
Форма этих инструментов — верхнего пуансона и нижнего штампа — частично определяет, как происходит гибка. Обычные штампы имеют радиус кончика пуансона (чем меньше радиус, тем острее пуансон) и угол пуансона. Нижний V-образный штамп имеет отверстие матрицы (также называемое V-образным отверстием или шириной матрицы). Угол этого V — это угол матрицы, а переход в это V-образное отверстие называется радиусом плеча матрицы.

Угол пуансона не должен быть больше угла матрицы. Рисунок 5 показывает, почему. Если пуансон с большим углом опускается в V-образную матрицу с меньшим углом, вы можете повредить инструменты и, возможно, создать опасную ситуацию.

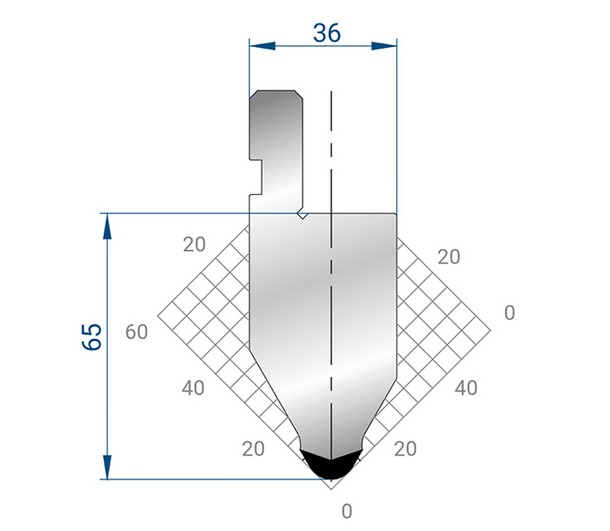
Осмотрите цех, и вы увидите пуансоны различных форм, и для большинства из них вы, вероятно, сможете различить, где находится угол. Это угол металла, ведущего к кончику пуансона, где пуансон касается металла. Но если в вашем цехе гнутся большие заготовки с большими радиусами, вы также можете увидеть круглые пуансоны; вместо крошечного кончика пуансона у вас есть большой круглый стержень на конце корпуса пуансона. Так каков же его угол пуансона? Если он не настроен каким-либо образом, большие круглые пуансоны фактически имеют угол пуансона 90 градусов.

Оператор инициирует изгиб, и то, как заготовка взаимодействует с пуансоном и матрицей, зависит от используемого метода гибки. Самое начало цикла гибки одинаково независимо от метода гибки: носик пуансона вдавливает лист в отверстие матрицы, скользя по радиусам плеч матрицы по обе стороны от V.
Однако отсюда действие гибки зависит от того, какой метод гибки используется. Если вы работаете на заводе-изготовителе общего назначения на старом листогибочном прессе, вы можете приседать. Носик пуансона прижимает листовой металл до тех пор, пока он не «присядет» на дно матрицы, штампуя радиус носика пуансона в изгиб и прижимая листовой металл к углу матрицы. При приседании радиус кончика пуансона определяет внутренний радиус изгиба, а угол матрицы определяет ваш угол изгиба.

Конечно, большинство мастерских в наши дни выполняют воздушную гибку, иногда называемую воздушной формовкой. При этом методе внутренний радиус изгиба определяется отверстием матрицы, а не радиусом кончика пуансона. В частности, радиус изгиба формируется как процент от отверстия матрицы. При воздушной гибке, чем шире отверстие матрицы, тем большего радиуса вы достигнете. Конечно, наконечник пуансона может влиять на воздушную формовку, особенно если он слишком мал или велик для выполняемой работы, но обычно он не играет ведущей роли в определении радиуса изгиба.
Более широкие матрицы также уменьшают силу изгиба, необходимую для создания изгиба (то есть усилие формования). Более толстые материалы требуют большего усилия для гибки и, следовательно, обычно требуют более крупных гибочных прессов с большими отверстиями матрицы. Выберите отверстие матрицы, которое слишком узкое для работы, и вы рискуете повредить свой станок, инструменты и себя.
Кроме того, при воздушной гибке угол пуансона и матрицы не оказывает прямого влияния на угол изгиба. Вместо этого угол изгиба определяется тем, насколько далеко наконечник пуансона опускается в отверстие матрицы, что иногда называется глубиной проникновения.
Отверстие матрицы также определяет минимальную длину фланца, то есть самый узкий изгиб, который вы можете сделать с помощью имеющегося у вас инструмента. По сути, вам нужно, чтобы работа была устойчиво установлена на плечах матрицы. В противном случае деталь упадет в пространство матрицы, как только пуансон начнет давить вниз.

При воздушной гибке выбор более узкого угла матрицы позволяет увеличить глубину проникновения, чтобы учесть пружинение, которое является тенденцией листового металла слегка раскрываться после того, как пуансон снимает давление гибки. Более узкий угол матрицы также позволяет сгибать более узкий фланец, то есть у вас могут быть более низкие минимальные требования к фланцу, хотя, опять же, сужение отверстия матрицы может значительно увеличить формовочный тоннаж.
Вы, вероятно, услышите, как профессионалы вокруг вас говорят, что они выбирают отверстия матрицы, которые кратны толщине материала. Существуют альтернативные способы выбора лучшей матрицы для работы, и расчеты различаются в зависимости от толщины материала, прочности и множества других факторов. Но суть в следующем: когда люди выбирают матрицу, они хотят выбрать ту, которая может помочь им лучше всего формовать заготовку, а также безопасно поддерживать формовочный тоннаж ниже пределов, с которыми могут справиться машины и инструменты.
Возвращаясь к вашему первому дню на работе, вы видите, как операторы вытаскивают пуансоны и матрицы из тележек. Что это за инструменты? Ну, это зависит от типа гибки, которую вы делаете, и явным признаком может быть то, как операторы измеряют свои детали. Если вы видите только рулетки, то весьма вероятно, что тормоз не выполняет точную работу. Если угол изгиба находится в пределах четверти дюйма, деталь в порядке, и клиенты, вероятно, не привередливы к внутреннему радиусу изгиба.
В этих операциях вы можете увидеть некоторые строганые инструменты, названные в честь того, как они сделаны, с рубанком. Эти инструменты поставляются в длинных сегментах, которые можно использовать как есть или разрезать на более короткие длины. Если они разрезаны, их нужно маркировать, чтобы, если для работы требуются более длинные инструменты, их можно было собрать в том же порядке и ориентации, в которых они были разрезаны. Если вы неправильно соединяете детали, инструменты могут вызвать значительные проблемы с точностью.

Если вы видите цифровые штангенциркули и радиусные датчики, скорее всего, тормоз гнется точная работа, которая обычно требует прецизионных шлифованных инструментов, почти всегда сегментированных на короткие длины. Эти инструменты изготавливаются с чрезвычайно жесткими допусками.
Если вы видите цифровые штангенциркули и радиусные датчи
Инструменты отрасли классифицируются по нескольким общим категориям, включая американские инструменты, инструменты европейского типа, инструменты нового стандарта и другие. Одно из различий между ними заключается в том, как инструменты крепятся к листогибочному прессу, а также в том, как через них проходит изгибающая сила. Различные типы инструментов имеют свои плюсы и минусы. Как новичку, вам не нужно погружаться в дебри, но хорошо знать, какой тип используется в вашем цехе, как они правильно крепятся к станку и каковы будут последствия реверсирования инструментов.
Зачем вам нужно реверсировать инструмент? Это зависит от последовательности изгиба или последовательности изгибов, которые вам нужны для формирования всей заготовки. Простые кронштейны могут иметь один или два; сложные заготовки могут иметь полдюжины или больше.
ки, скорее всего, тормоз гнется точная работа, которая обычно требует прецизионных шлифованных инструментов, почти всегда сегментированных на короткие длины. Эти инструменты изготавливаются с чрезвычайно жесткими допусками.

При выполнении стольких изгибов вам необходимо использовать последовательность, которая предотвращает столкновение с ранее согнутыми частями заготовки. Существует множество типов пуансонов, и на рисунке 11 показаны три из них. Правильный пуансон может помочь вам избежать столкновений с ранее сформированными частями заготовки.

Например, правый гусь может помочь избежать столкновения с ранее сформированным фланцем. Поверните гусь так, чтобы он был обращен в другую сторону, и у вас будет настройка, которая может избежать столкновения с ранее сформированными деталями. Для некоторых деталей у вас могут быть даже оконные пуансоны или пуансоны с окнами, вырезанными в корпусе инструмента, чтобы обеспечить зазор для ранее сформированных фланцев.
Детали с несколькими изгибами также могут потребовать штампов с различными V-образными отверстиями. Двойные V-образные штампы дают вам два различных отверстия штампа на одном инструменте, в то время как четырехсторонние штампы (которые выглядят как X, если смотреть сбоку) дают вам четыре различных ширины штампа — или, как показано на рисунке 12, иногда больше. Если вам нужен другой проем штампа, вы переворачиваете его в нужную сторону.

Вы также можете увидеть множество нестандартных инструментов, которые формируют определенные формы в металле. У вас даже могут быть инструменты с уретановыми компонентами, которые могут защитить заготовку от повреждения и иногда помочь в процессе формовки. Рассмотрим снова этот круглый пуансон. При гибке пластины она имеет тенденцию отрываться от пуансона, явление, известное как множественная поломка. Уретановая прокладка в нижней части штампа может этому противодействовать. Приложение на рисунке 13 показывает уретановую прокладку, помещенную в так называемый облегченный штамп, где угол штампа срезан, чтобы пуансон мог опуститься глубже, преодолеть пружинение и сформировать нужный угол

Осмотрите цех, и вы можете увидеть некоторые машины с одним пуансоном и матрицей, в то время как другие могут иметь несколько инструментов, расположенных по всей поверхности станины гибочного пресса. Если операторы настраивают их правильно, они могут выполнять поэтапную гибку, то есть проводить деталь через несколько изгибов на одной машине.
Настройки выглядят простыми, но это не так. Во-первых, все инструменты в этой настройке должны иметь одинаковую высоту закрытия или пространство между плунжером (чуть выше инструментов) и станиной (ниже инструментов) в нижней части хода. Персонал по настройке может использовать инструменты, разработанные с общей высотой закрытия, или они могут использовать прокладки и стояки, чтобы поднять каждую матрицу для встречи с соответствующим пуансоном.

Такие установки стали более распространенными благодаря современному программному обеспечению, которое программирует движение заднего упора и моделирует сложные последовательности изгибов. В старые времена операторам приходилось вручную поворачивать рукоятку, чтобы переместить палец заднего упора в нужное положение. И эти положения были ограничены, что, в свою очередь, ограничивало способы, которыми операторы могли скользить по заготовке по заднему упору перед началом каждого изгиба. Теперь машина перемещает задний упор в необходимое положение. Некоторые детали по-прежнему требуют креативных решений для измерения, но достаточно сказать, что пальцы заднего упора стали гораздо более способными, чем раньше.
Если вы новичок или работали в производстве, но только сейчас перешли в отдел листогибочных прессов, вы вступаете в схватку за гибку листового металла в захватывающее время. В вашем отделе может быть несколько старых машин наряду с коллекцией блестящих новых, машин, которые дают вам 3D-симуляции последовательности гибки, точно говорят вам, где разместить инструменты, и даже размещают инструменты за вас.
Тем не менее, все это впечатляющее оборудование не меняет физику гибки. Если новички узнают, что на самом деле происходит, когда металл гнется — часть базовой грамматики металлообработки — они могут построить прочную основу для долгой, полноценной карьеры.
Статья воспроизведена по адресу: https://www.thefabricator.com/thefabricator/article/bending/the-really-basic-basics-of-press-brake-tooling.