2024-10-10
Изготовление крупных металлических деталей и узлов — это большой бизнес — как по весу, так и по стоимости.
Merrill Fabricators, подразделение Merrill Technologies Group, Сагино, штат Мичиган, знает это не понаслышке, поскольку видела, как ее бизнес рос, обслуживая потребности своих крупных OEM-клиентов. Изготовитель металлоконструкций регулярно работает с изделиями весом до 60 000 фунтов для оборонной промышленности, энергетики, тяжелого оборудования и горнодобывающей промышленности. В Merrill работает 165 сотрудников, включая почти 100 сварщиков, которые работают над этими очень большими и сложными деталями в течение двух смен на предприятии компании площадью 400 000 квадратных футов в Альме, штат Мичиган.
С точки зрения оборудования, Merrill готов к работам размером от 5-фунтового кронштейна до сборки карьерного самосвала весом до 100 000 фунтов. Он имеет огромный стол для резки размером 15 на 60 футов с возможностями плазменной резки высокого разрешения, а также кислородно-топливные резаки для резки материалов толщиной до 8 дюймов. Для более тонких материалов он может использовать стол размером 16 на 31 фут, оснащенный возможностями как плазменной, так и кислородно-топливной резки, или свои лазерные или водоструйные режущие машины. Merrill также имеет пять роботизированных сварочных систем, одна из которых представляет собой портальный сварочный стол с рабочей зоной размером 12 на 12 на 60 футов и грузоподъемностью до 100 000 фунтов, а также 119 источников сварочного тока, распределенных по всему объекту.
Чтобы обеспечить себе постоянный приток производственных талантов, компания создала Институт сварки Меррилла — учебную программу, одобренную Американским обществом сварщиков, предназначенную для подготовки сварщиков, готовых к работе в цехе. (Дополнительную информацию см. в статье «Ожидание сварщиков не сработает», The FABRICATOR, сентябрь 2011 г., стр. 60.) Компания уже приняла не менее 10 сварщиков из первых двух групп, которые начали работу в конце 2011 г., и ожидает постоянного притока более подготовленных сварщиков по мере распространения информации о возможности обучения.
«У нас есть не только возможности для выполнения таких крупных задач. У нас есть навыки для выполнения таких крупных задач», — сказал Дейл Беттс, менеджер по объектам Merrill Technologies Group, в которую входят Merrill Aviation and Defense, Сагино, Мичиган; Merrill Engineering & Integration, Сагино, Мичиган; и Merrill Tool & Machine, Меррилл, Мичиган.
Но до недавнего времени в цехе существовал один недостаток: Merrill Fabricators обладали большими возможностями гибки, но их было недостаточно.
750-тонный 12-футовый листогибочный пресс компании мог выполнять множество гибочных работ, но он был недостаточно мощным для выполнения работ, которые требовали, например, гибки пластин толщиной 2,5–3 дюйма. Такие работы приходилось передавать на аутсорсинг другим производителям в других штатах. Кроме того, Merrill хотел перейти на более толстые и большие по диаметру рулоны, которые можно было формовать только на большем листогибочном прессе.
Поэтому в начале 2011 года было принято решение о покупке высокотоннажного листогибочного пресса, который мог бы помочь Merrill выполнять эти большие гибочные работы. Это также было попыткой поставить Merrill Fabricators в положение, в котором другие производители были бы вынуждены соответствовать производственным возможностям.
«В центре внимания были инвестиции в новые технологии, масштабы и возможности, которые отличают нас от конкурентов», — сказал Джефф Якель, главный операционный директор и вице-президент Merrill Technologies Group.
Несмотря на желание делать более сложные формы валков, производственная группа Merrill знала, что ей не нужен большой формовщик листового проката. Он мог выполнять только профилирование валков; Merrill хотел инструмент, который был бы гораздо более универсальным.
Это означало, что большой листогибочный пресс был выходом, но насколько большим? Merrill знал о более длинных листогибочных прессах в этом районе, один из которых был 50 футов, но его больше интересовала большая мощность. С акцентом на большую грузоподъемность, а не на длину станины, это исключало установку тандемного листогибочного пресса. Поэтому фокус снова вернулся к металлу толщиной 3 дюйма. Если бы листогибочный пресс мог сгибать кусок такой толстой стали длиной 42 дюйма, какая мощность для этого потребовалась бы? Листогибочному прессу потребовалось бы гораздо большее усилие, чем могли обеспечить другие листогибочные прессы на 1000 или 1500 тонн в этом районе. Это привело к интересу к листогибочному прессу на 2000 тонн.
Что касается длины, Merrill знал, что им нужен зазор не менее 30 футов между стойками, что дало бы длину пресса в 34 фута.
После консультаций с несколькими производителями листогибочных прессов, сказал Якель, они решили работать с Accurpress, у которой был опыт работы с высокотоннажными листогибочными прессами, некоторые из которых имели усилие до 2500 фунтов, но не такие длинные, как 34 фута. По словам Беттса, готовность компании работать с целями проекта Merrill была главной причиной, по которой компания выделялась. В качестве примера он указал на их желание формовать кольца с помощью выпуклости на новом листогибочном прессе и предложение Accurpress добавить рог для выполнения такой задачи. Добавление рога также добавило 4 фута к длине прессовой платформы, растянув ее до 38 футов.
План предусматривал поставку 2000-тонного листогибочного пресса в конце 2011 года. Чтобы подготовиться к прибытию оборудования, Merrill пришлось провести некоторые работы по закладке фундамента, но не в традиционном смысле, с которым знакомо большинство производителей металлоконструкций. Вместо того чтобы глубоко копать землю, компания установила металлические столбы в подвале. Поскольку объект был бывшим штамповочным цехом до того, как производитель переехал туда почти пять лет назад, у него был подвал, куда транспортировался металлолом со многих штамповочных прессов для легкого сбора и вывоза. Несколько бетонных и металлических столбов высотой 14 футов, расстояние от пола подвала до его потолка, теперь стоят под огромным листогибочным прессом.
Все, что Merrill по сути нужно было сделать на главном этаже, это засыпать яму, где когда-то стоял штамповочный пресс. По словам Беттса, он также добавил новый мостовой кран с устройством «pitch-and-catch». Он может работать как с одним крюком, так и независимо как с двумя крюками, один на 15 тонн и другой на 5 тонн. Такое расположение полезно для маневрирования деталями неудобной формы в гибочном прессе.
Из-за масштабности проекта гибочный пресс собирали и красили на месте в Альме, штат Мичиган. Первые детали Merrill изготовила в январе 2012 года.
Команда по изготовлению не стала возиться. Первая работа, поставленная перед гибочным прессом, включала в себя нанесение толстой броневой обшивки, которая, несмотря на очень прочный металлургический состав, может быть очень хрупкой, если ее неосторожно согнуть. После этого команда по производству начала передавать часть своих повседневных горных работ большому прессу.
«Мы знали, что сможем выполнить на нем 80–90 процентов нашей работы. Мы решили, что это оптимальное решение», — сказал Якель.
Теперь, когда все внутренние гибочные работы выполняются на новом высокотоннажном листогибочном прессе, а пять операторов полностью обучены, Merrill теперь переключает свое внимание на привлечение новых клиентов для оборудования. Yackel сказал, что это идеальное дополнение к очень большим изделиям, которые он уже производит (см. Рисунок 6), и рассматривает любой сервисный центр или производство без больших возможностей гибки как потенциального клиента.
Между тем, Yackel все еще слышит это от текущей клиентской базы.
«У нас есть некоторые компании, которые хотят, чтобы мы стали больше», — сказал он. Merrill Fabricators планирует, что 2012 год станет рекордным годом с точки зрения выручки. Компания понимает, что там, где есть большие изделия, есть и большие возможности для производства.
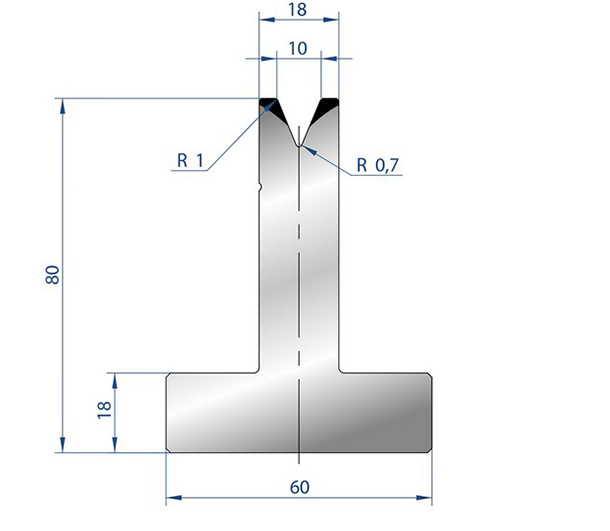
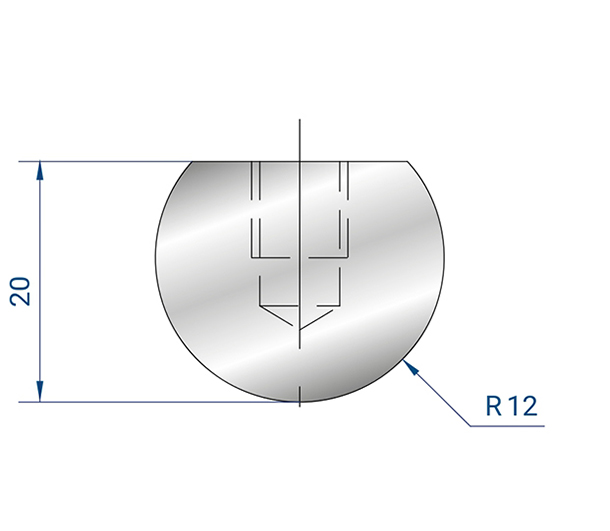
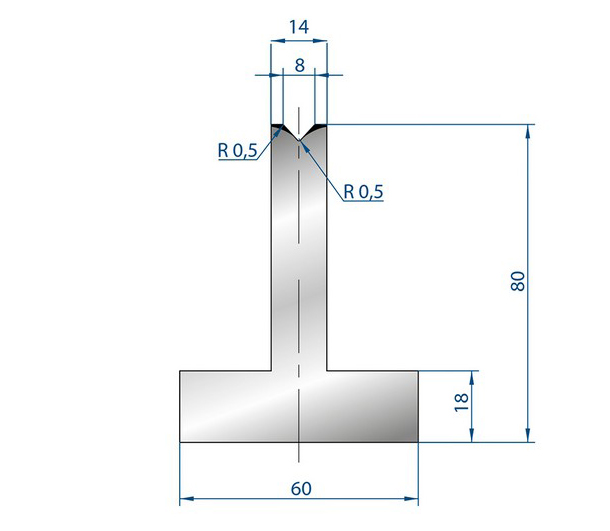
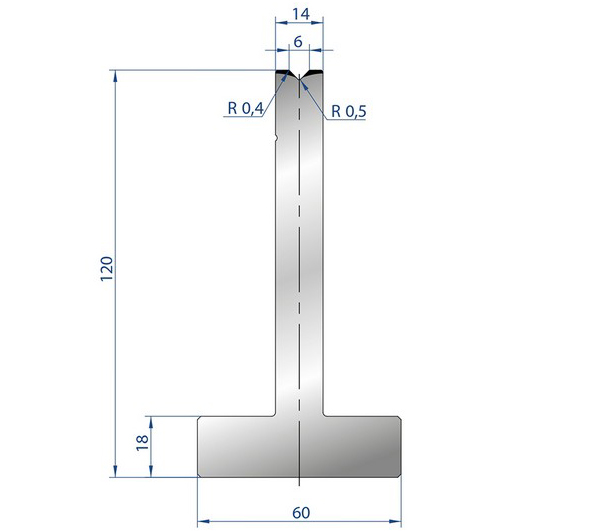
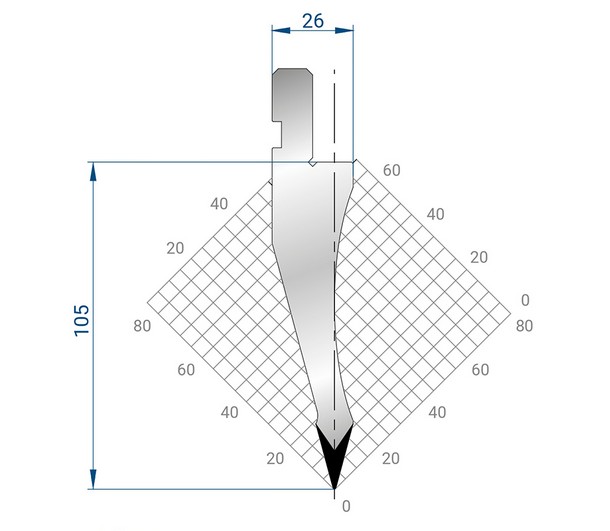
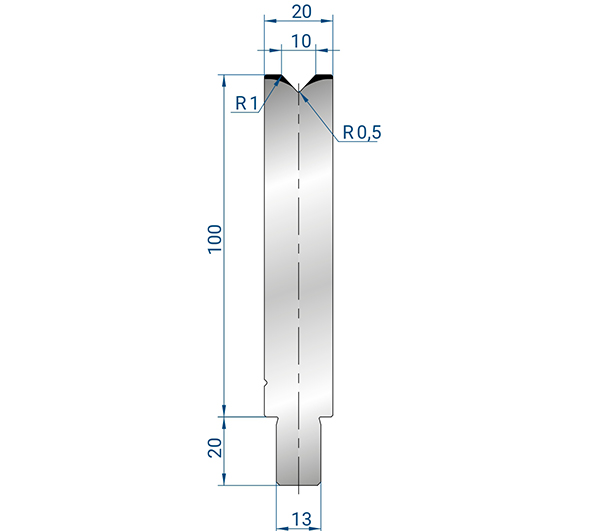
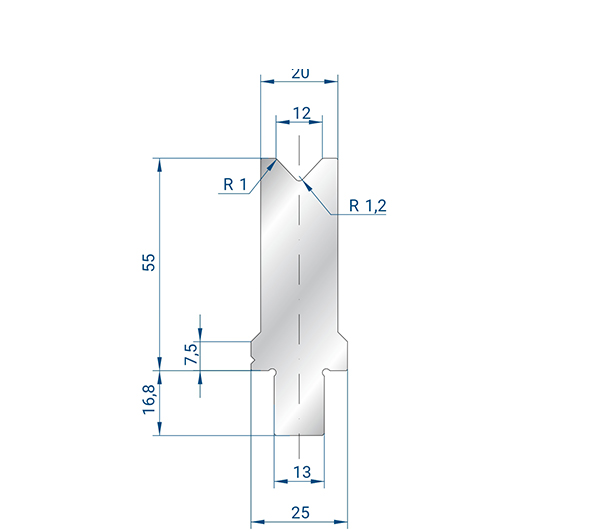
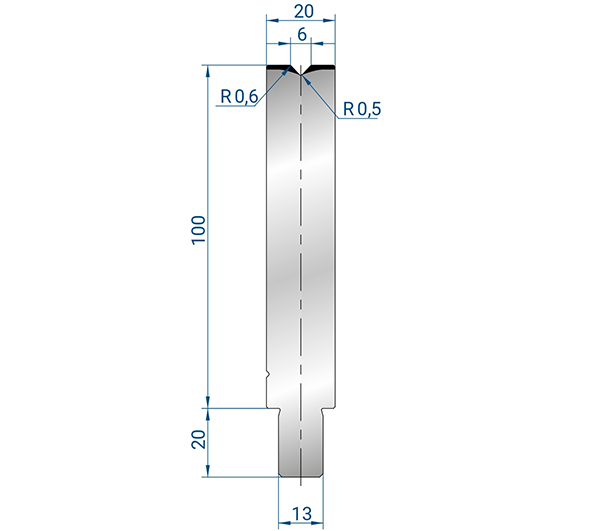
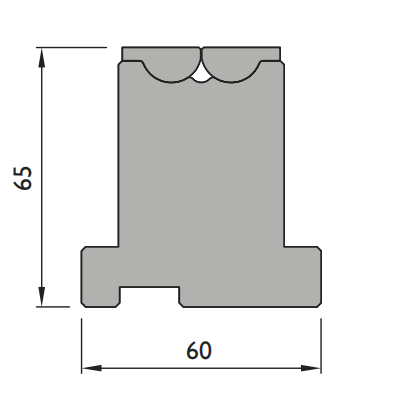
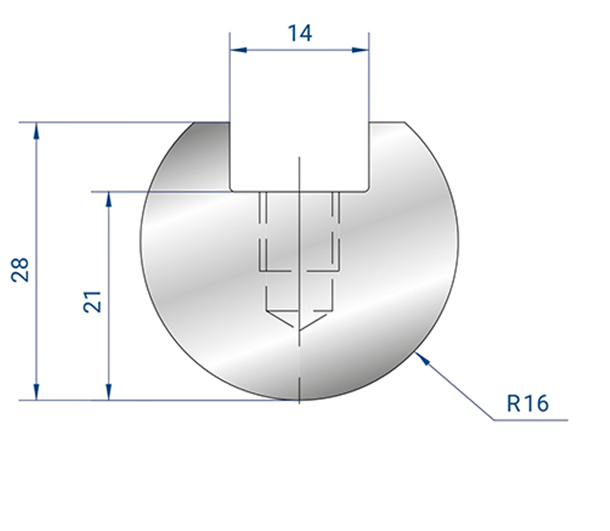
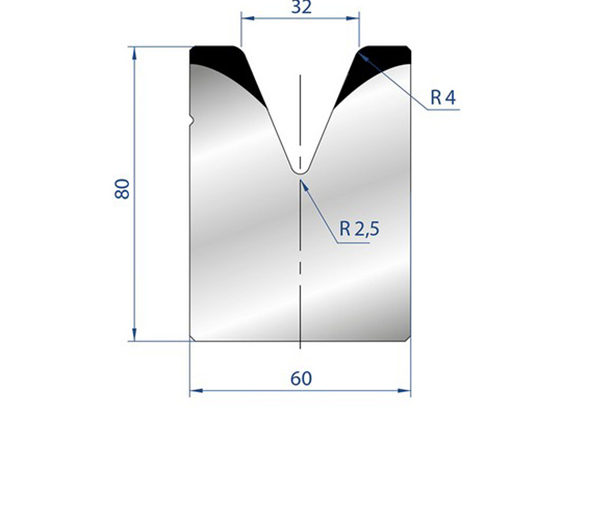
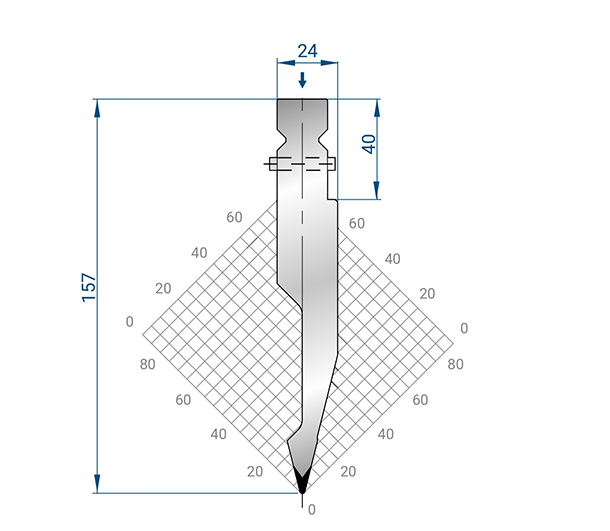
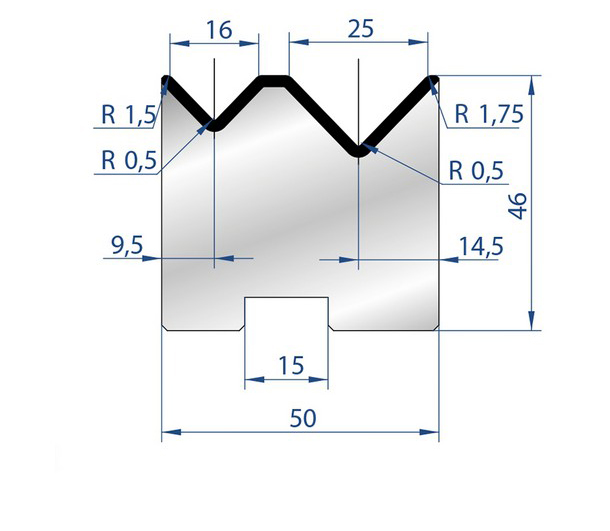
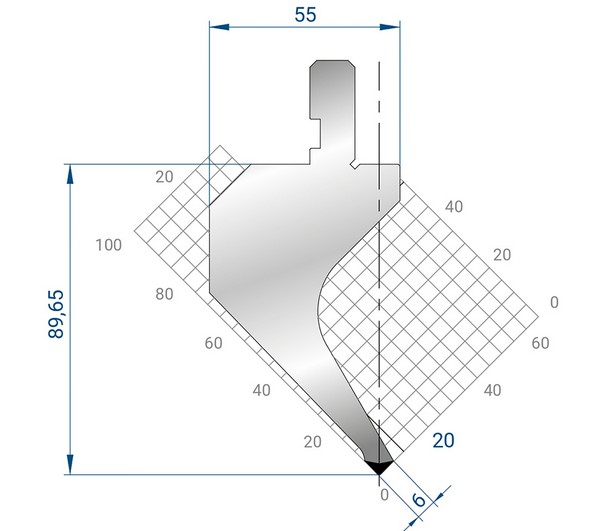
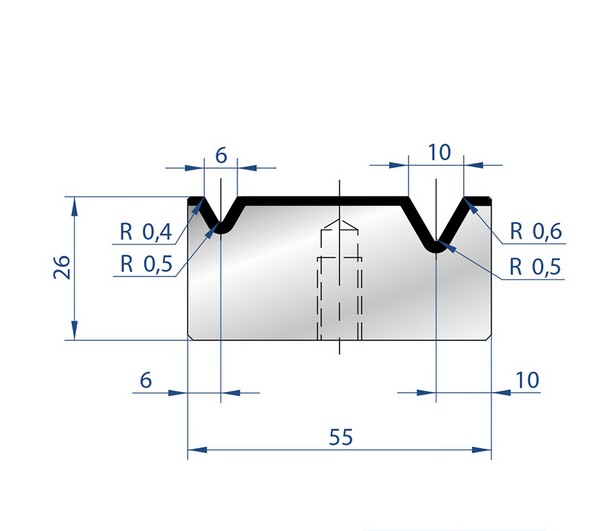
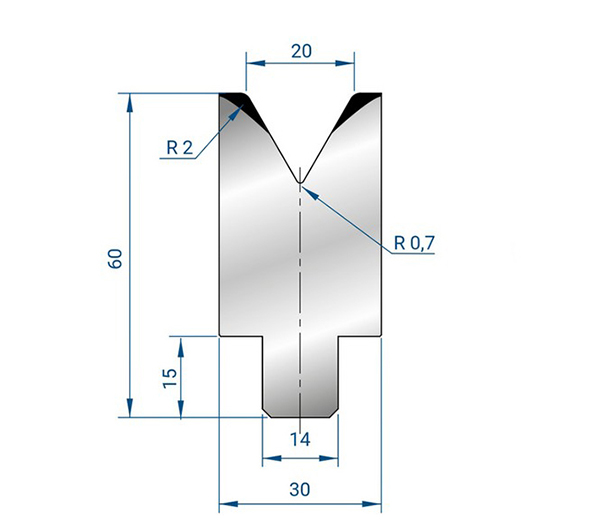
Предлагаем гибочный инструмент: пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durmazlar, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Статья перепечатана из:https://www.thefabricator.com/thefabricator/article/bending/is-the-press-brake-or-tooling-really-to-blame