Cерийный номер: 1001
Место происхождения: Аньхой, Китай
Фирменное наименование: FABMAX
Название продукта: Режущее лезвие
Гарантия: 2 года
HRC: 47°±2°
Материал: Cr12MoV
Цвет: Металлик
Допуск: 0,02 мм
Минимальное количество для заказа: 1 комплект
Свяжитесь с намиПромышленные ножницы являются важными инструментами, используемыми в различных областях металлообработки, включая резку, срез и обрезку листового металла и других материалов.Ниже приводится информация о появлении промышленных ножниц и их значении в металлообработке:
Промышленные режущие диски являются ключевым инструментом в металлообработке, позволяющим производителям точно и эффективно резать и придавать форму металлическим заготовкам.Его острые режущие кромки и прочная конструкция делают его незаменимым для широкого спектра режущих применений в различных отраслях промышленности.Правильное техническое обслуживание и техника безопасности необходимы для максимального увеличения производительности и срока службы промышленных ножниц.
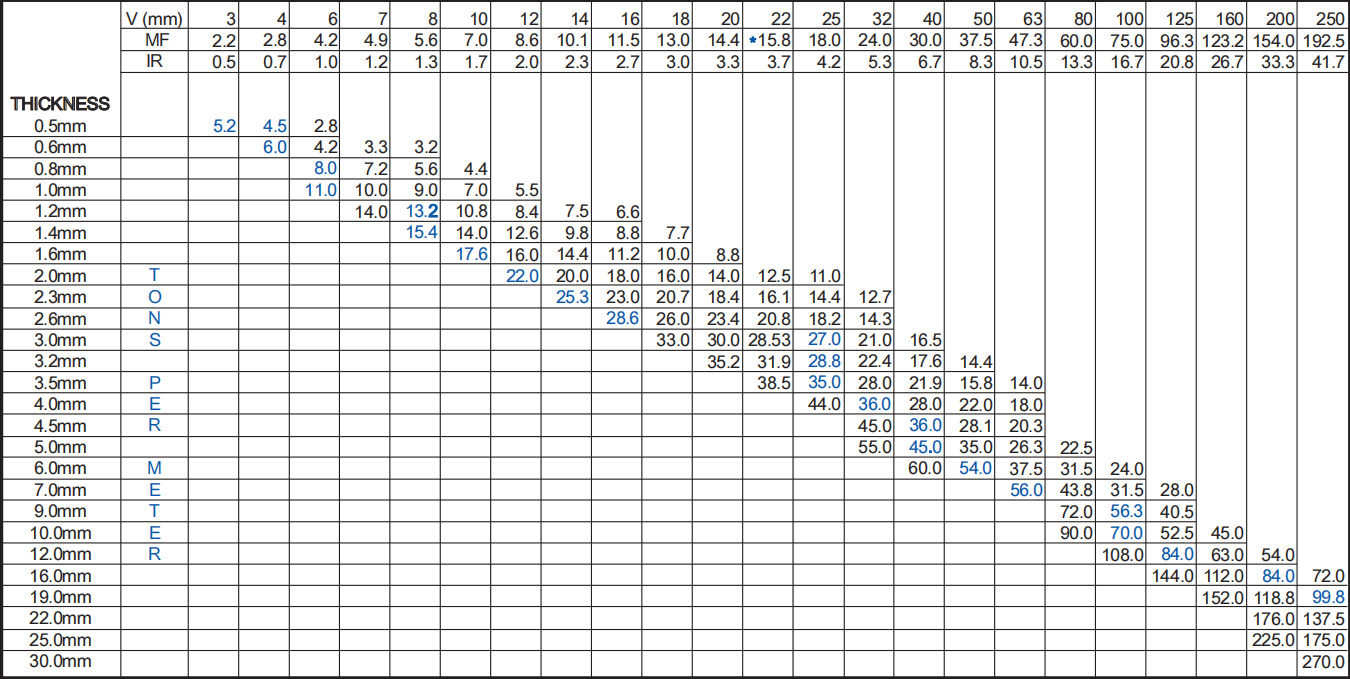
Recommended bottom tool opening V for air bending
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 | |
| Lead time (days) | 10 | 25 | To be negotiated | |
Материалом лезвия режущей машины, как правило, являются T10, 9CrSi, 6CrW2Si, Cr12MoV, H13, легированная сталь и другие материалы.
Продукция широко используется в легкой промышленности, авиации, судостроении, металлургии, приборостроении, электроприборах, изделиях из нержавеющей стали, строительстве стальных конструкций и отделке помещений.
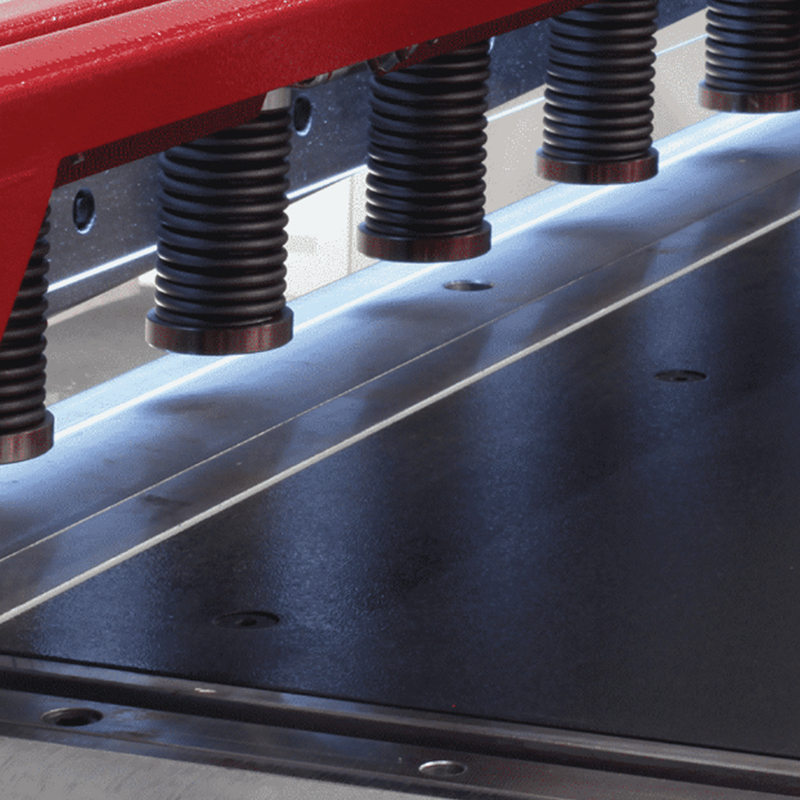
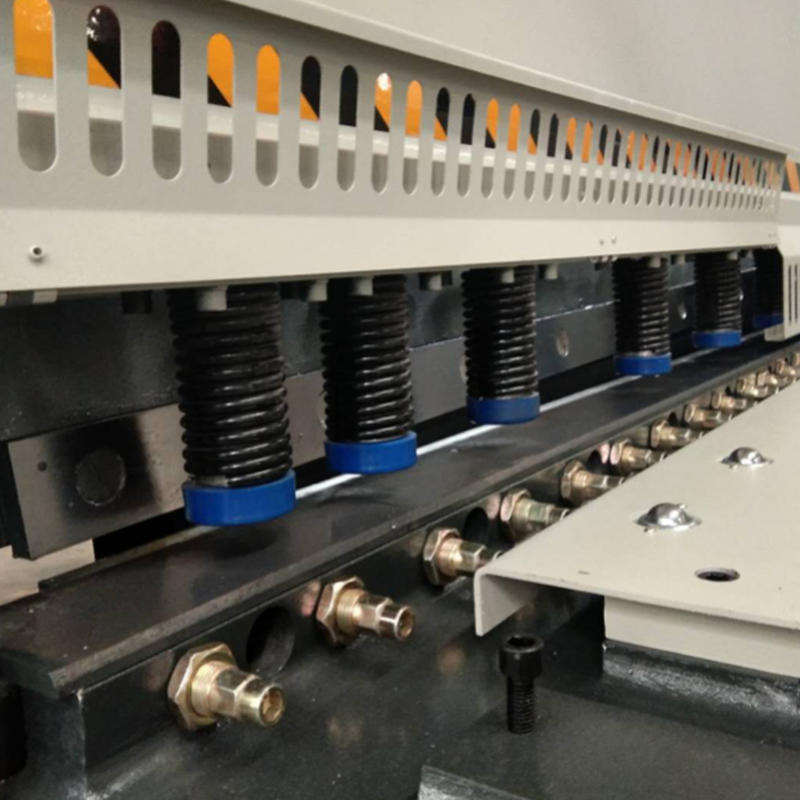
Режущий станок оснащен подвижным верхним лезвием и неподвижным нижним лезвием и использует разумный зазор между лезвиями для приложения усилия сдвига к листовому металлу различной толщины, так что листовой металл ломается и отделяется в соответствии с требуемым размером.Режущий станок - это разновидность кузнечного оборудования, играющего основную роль в металлообрабатывающей промышленности.Как правило, режущие машины можно разделить на: педальные (для человека), механические, гидравлические поворотные и гидравлические тормозные.
Режущие станки обычно используются для резки заготовок с прямыми краями.Процесс резания должен обеспечивать прямолинейность и параллельность режущей поверхности режущего листа и сводить к минимуму деформацию листа для получения высококачественной заготовки.
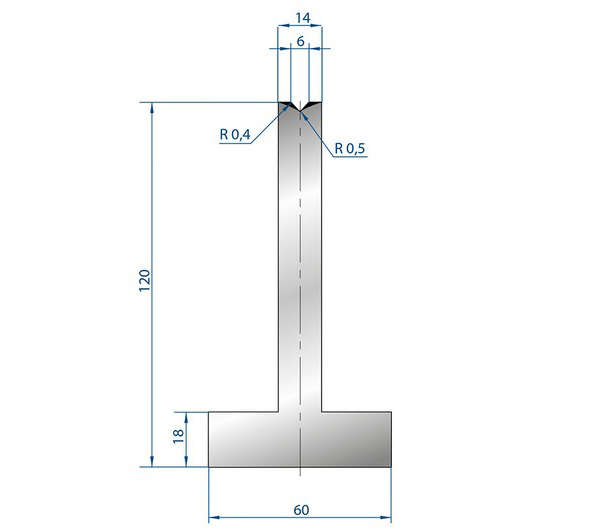
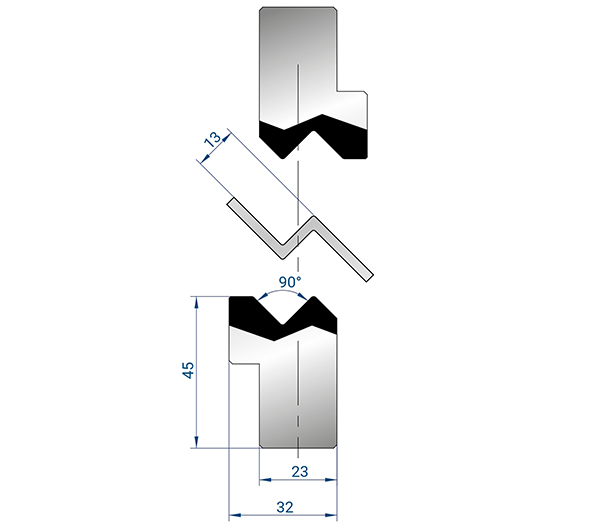
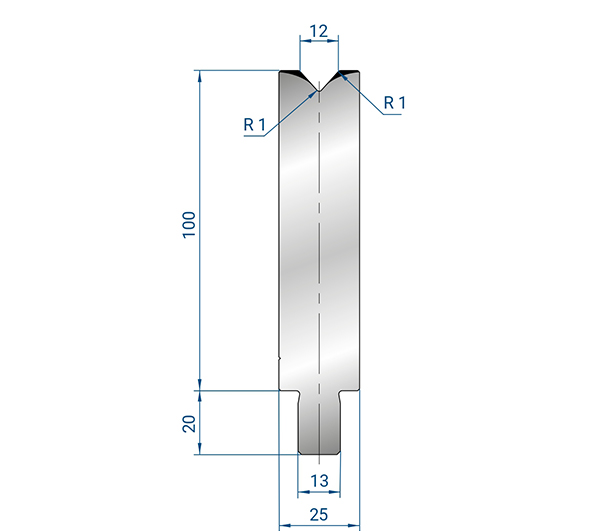
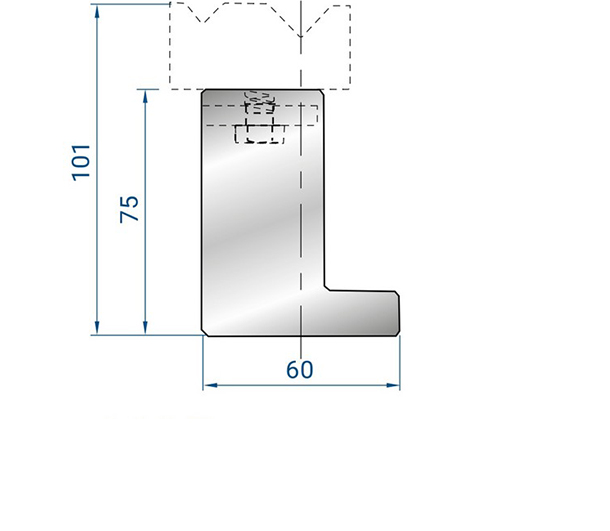
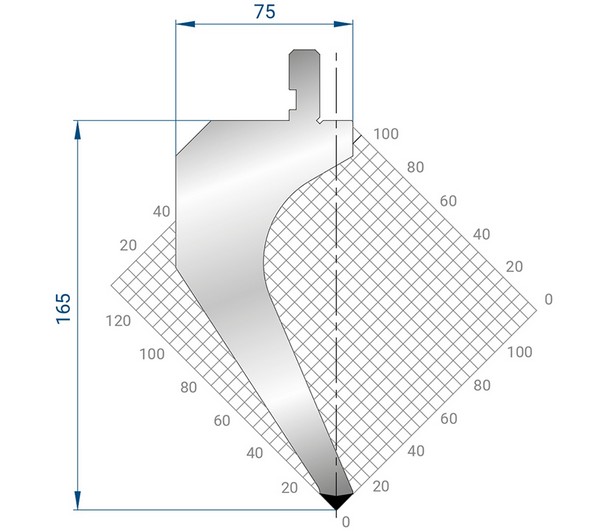
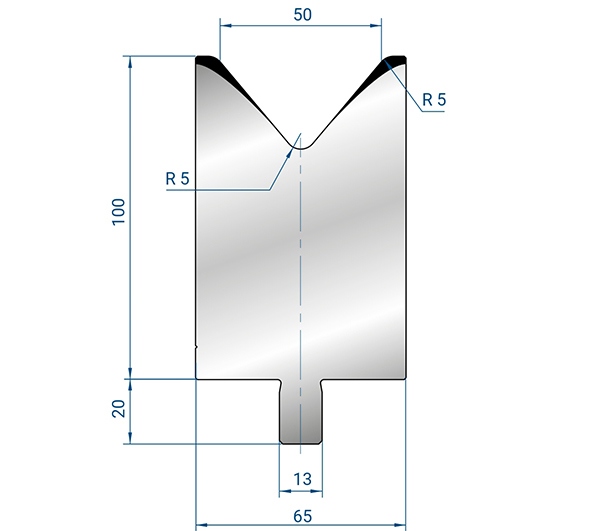
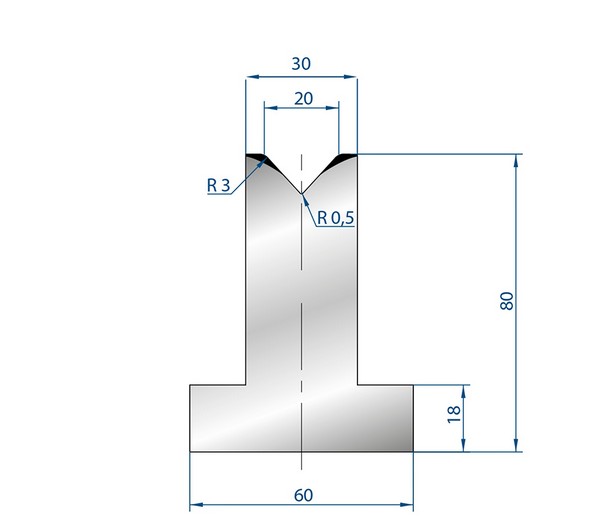
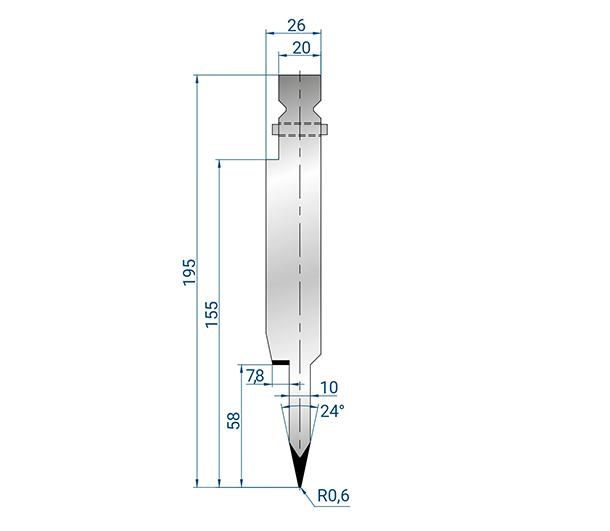
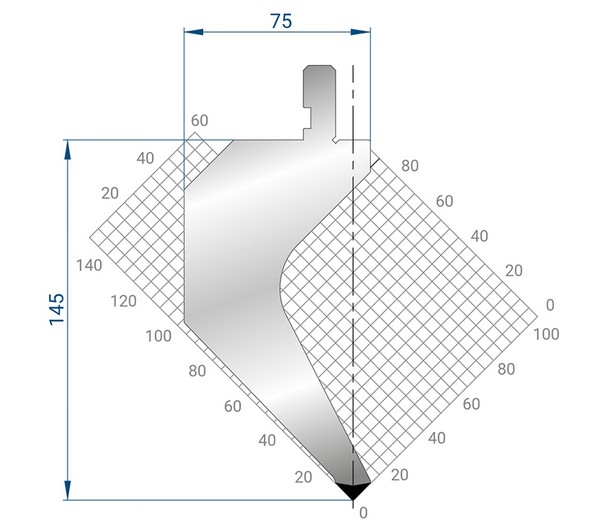
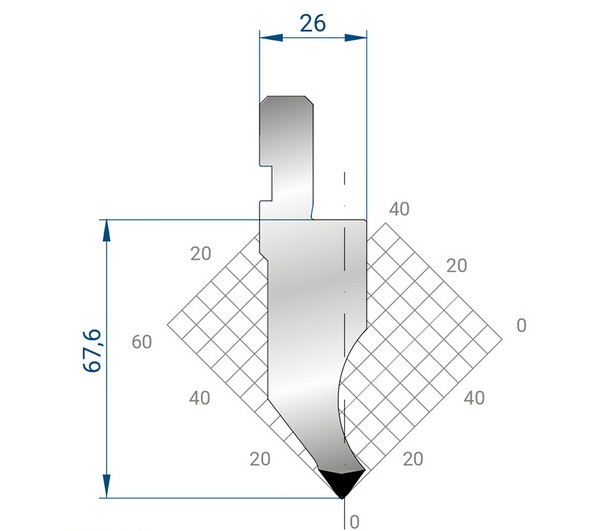
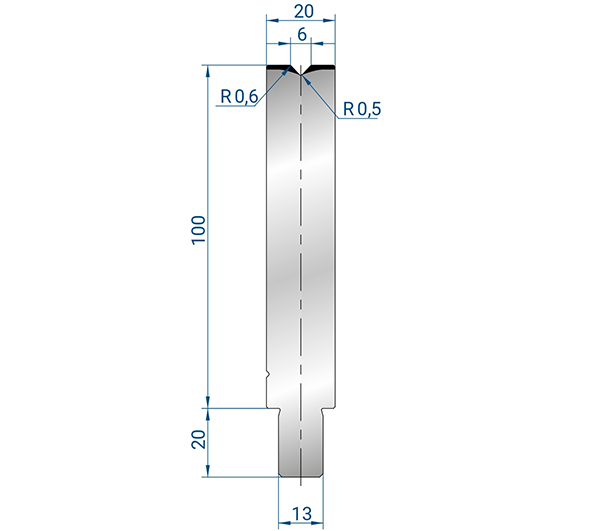
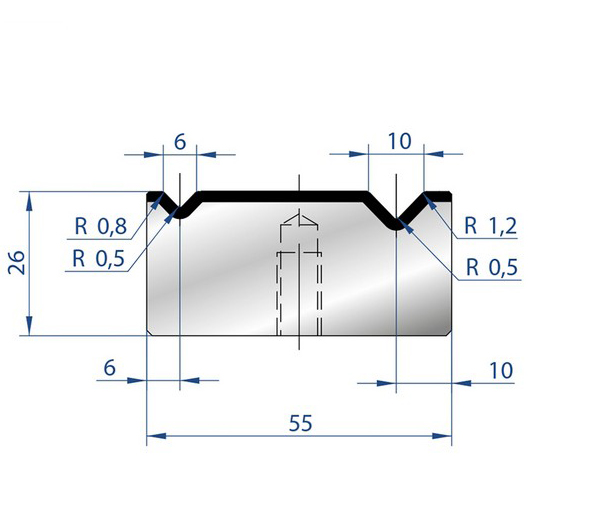
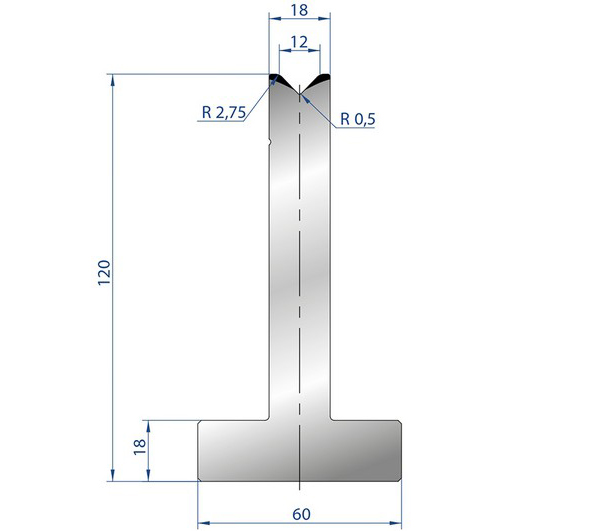
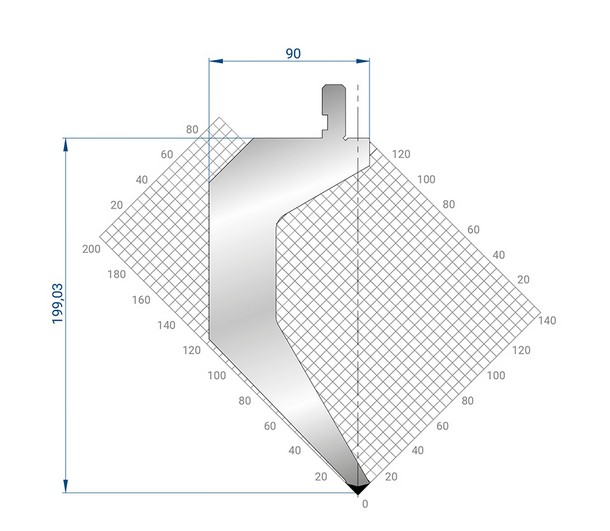
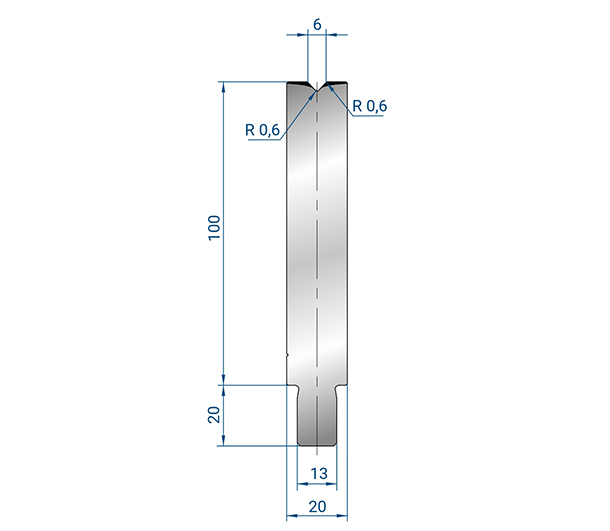
пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durma, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
Материалы, выбранные для изготовления режущих лезвий, делятся на три категории: углеродистая инструментальная сталь, низколегированная инструментальная сталь, легированная инструментальная сталь и т.д.
Углеродистая соединительная инструментальная сталь: Углеродистая соединительная инструментальная сталь обычно изготавливается из стали 65, 75, T8, T10 и других материалов.Твердость лезвий, изготовленных из этого материала при термообработке, находится в диапазоне HRC57-59 градусов, что подходит для обычных низкоуглеродистых холоднокатаных листов и обычных листов формата А3.По сравнению с переработкой и разделкой отходов эта особенность заключается в низкой стоимости и разумной цене продукта.
Низколегированные инструменты: Обычно для изготовления лезвий из низколегированной инструментальной стали используются следующие материалы: 6CrW2Si, Cr5Mo1V, 9CrSi, Cr12MoV и т.д. Твердость лезвий при термообработке находится в диапазоне HRC58-62 градусов.Компания специализируется на резке нержавеющей стали, которая подходит для резки горячекатаного листа, нержавеющей стали и плит средней толщины.
Легированная инструментальная сталь: Режущие лезвия из легированной инструментальной стали изготавливаются из следующих материалов: 4Cr5MoSiV1 (H13K), 7Cr7Mo2V2Si9 (LD), W6Mo5Cr4V2 (6542), H13 и так далее.Лезвия из этого материала используются для резки горячекатаной стальной заготовки, горячекатаного проката, стальных листов средней и толстой толщины и т.д.Эта особенность заключается в высокой термостойкости и сложности отжига. Она используется в процессах горячей прокатки и горячего резания на сталелитейных заводах.
Только при правильном уходе за лезвием машины для стрижки можно продлить срок ее службы и сделать использование более комфортным для пользователей.Ножевые ножи - это разновидность кузнечного оборудования, и их основная роль отводится металлообрабатывающей промышленности.Давайте поговорим о способе обслуживания лезвия режущей машины.
Действуйте в строгом соответствии с инструкциями по эксплуатации.
Перед каждым запуском добавляйте смазочное масло в соответствии с требованиями схемы смазки.Масло должно быть чистым и без осадка.
Ножи режущей машины необходимо часто содержать в чистоте, а неокрашенные детали необходимо смазывать антикоррозийной смазкой.
Смазочное масло в подшипнике двигателя следует регулярно заменять и пополнять, а электрическую часть следует регулярно проверять на работоспособность, безопасность и надежность.
Регулярно проверяйте, не повреждены ли клиновой ремень, рукоятка, набалдашник и кнопка ножа режущей машины.Если лезвие режущей машины сильно изношено, его следует своевременно заменить и передать в отдел запасных частей для пополнения запасов.
Регулярно проверяйте и ремонтируйте выключатели, страховку и ручки для обеспечения надежной работы.
Ежедневно смазывайте и протирайте станок за 10 минут до окончания работы.
Постороннему персоналу категорически запрещается эксплуатировать оборудование, и оно должно быть остановлено персоналом, осуществляющим высадку.
Разумно выберите зазор между срезами в соответствии с толщиной листа.
На доске не должно быть пятен от загрязнений и твердых предметов.
Избегайте резки и сварки старых пластин.
Избегайте чрезмерной резки толстых пластин и регулярно регулируйте зазор между верхним и нижним лезвиями.
Требуемое усилие прессования при воздушной гибке на 90°, усилие в тоннах/метрах.
В таблицах ниже указан соответствующий тоннаж для воздушной гибки мягкой стали.
Усилие гибки для других металлов:
| Мягкий алюминий | Тонн на единицу длины x 50% |
| Алюминиевые сплавы термообработанные | Тонн на единицу длины x 100% |
| Нержавеющая сталь | Тонн на единицу длины x 150% |
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 |
| Lead time (days) | 10 | 25 | To be negotiated |
Заказ:
Минимальный заказ составляет 20,00 долл. США.
Специальные заказы:
Все специальные заказы не подлежат отмене, возврату и возмещению.
Условия оплаты:
Срок действия — 10 дней. Цены по каталогу могут быть изменены без предварительного уведомления.
Фрахт:
Заказы отправляются на условиях FOB с нашего производственного предприятия. (Международные перевозки осуществляются по правилам Инкотермс: Ex Works).
Отмена заказа:
В случае отмены заказа будет взиматься дополнительная плата для покрытия расходов на рабочую силу и материалы.
Возвращаемые материалы:
Ко всем продуктам, возвращаемым в счет погашения задолженности, будет применяться сбор за обработку/пополнение запасов. Номер разрешения на возврат и инструкции по доставке должны быть получены заранее, прежде чем товар можно будет вернуть.
Претензии:
Все претензии или претензии по нехватке продукта должны быть поданы в течение 30 дней с даты выставления счета.