Cерийный номер: 2D1011
Место происхождения: Аньхой, Китай
Фирменное наименование: FABMAX
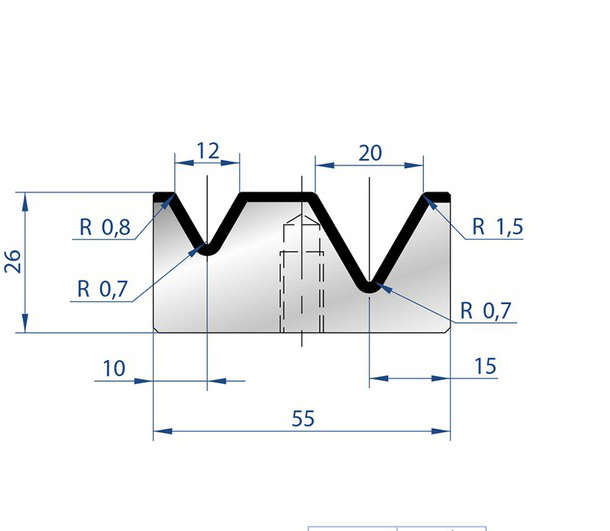
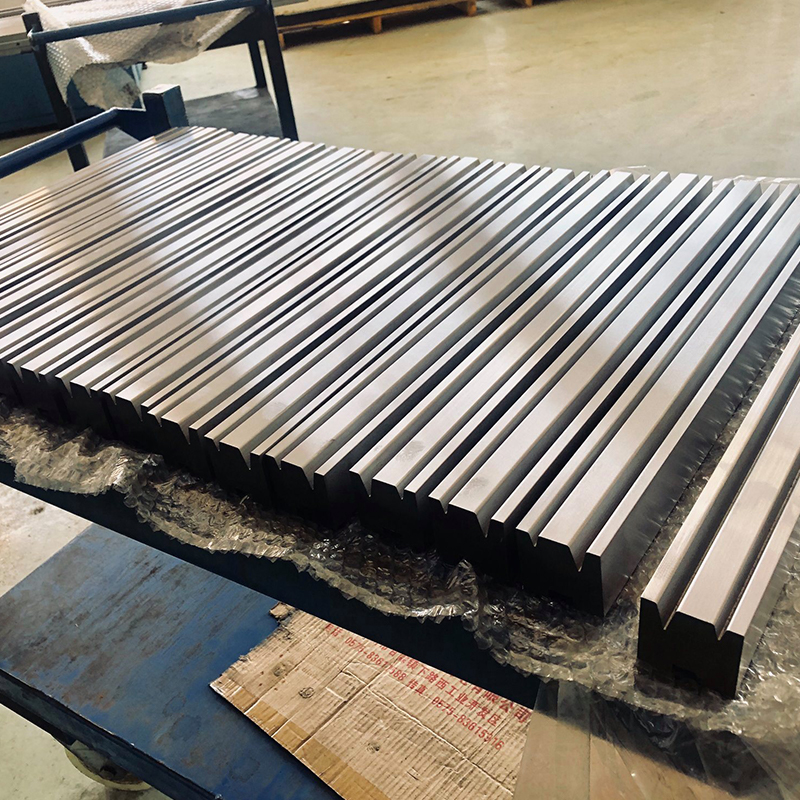
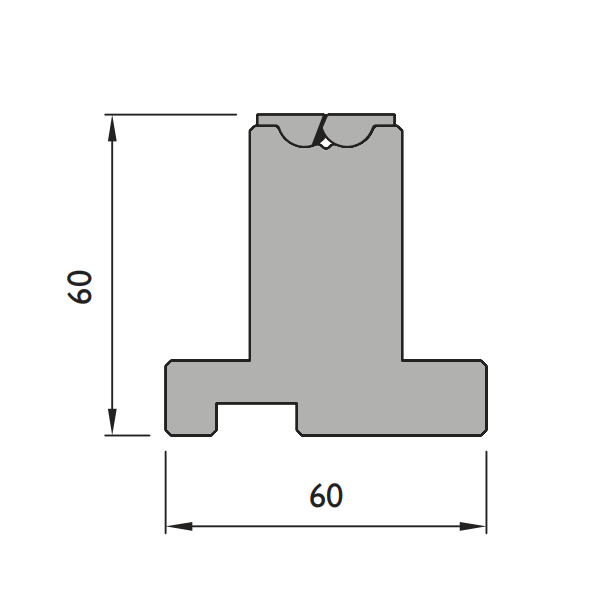
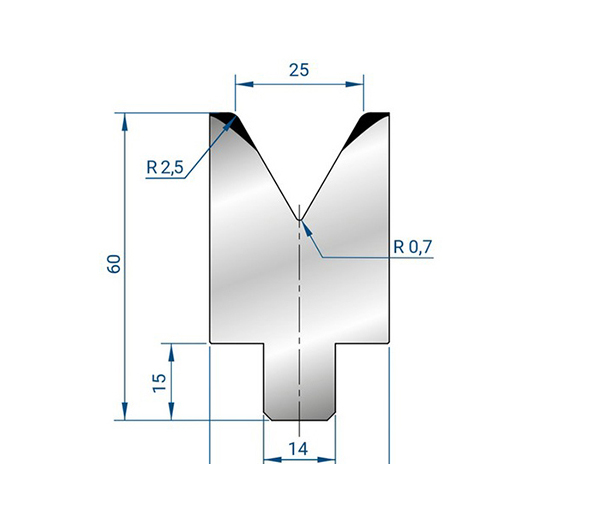
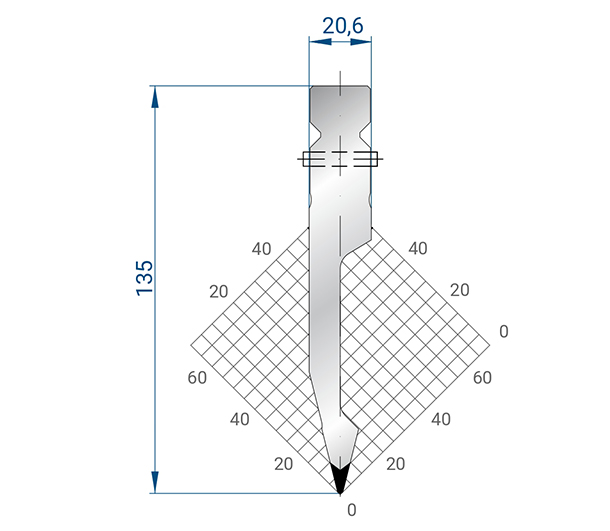
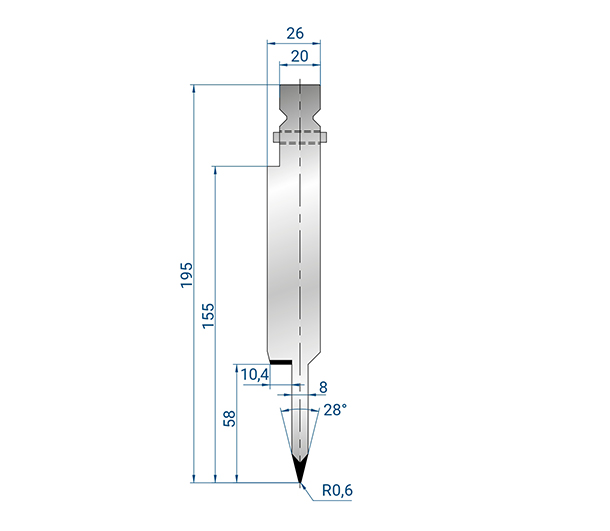
Продукт: матрицы с одвумя ручьями
Гарантия: 2 года
HRC: 47°±2°
Материал: 42CrMo
Цвет: Металлик
Допуск: 0,02 мм
Минимальное количество для заказа: 1 комплект
Длина: 835 мм
Выбор длины: вся секция 835 мм, сегмент 835 мм
(В соответствии с потребностями клиента, можно настроить специальные сегментированные размеры)
Свяжитесь с намиСтанок для гибки пресс-форм double-V может использоваться в различных областях или сценариях гибки листового металла, среди которых важное значение имеют симметричная гибка, улучшенный контроль радиуса изгиба и уменьшение маркировки.
Пресс-форма Twin-V может работать с различными конфигурациями гибки, включая острую, тупую и фланцевую, что делает ее пригодной для изготовления деталей сложной геометрии. Его можно использовать для создания изгибов в различных направлениях или плоскостях, что позволяет изготавливать детали сложной формы или со сложными конструктивными характеристиками.
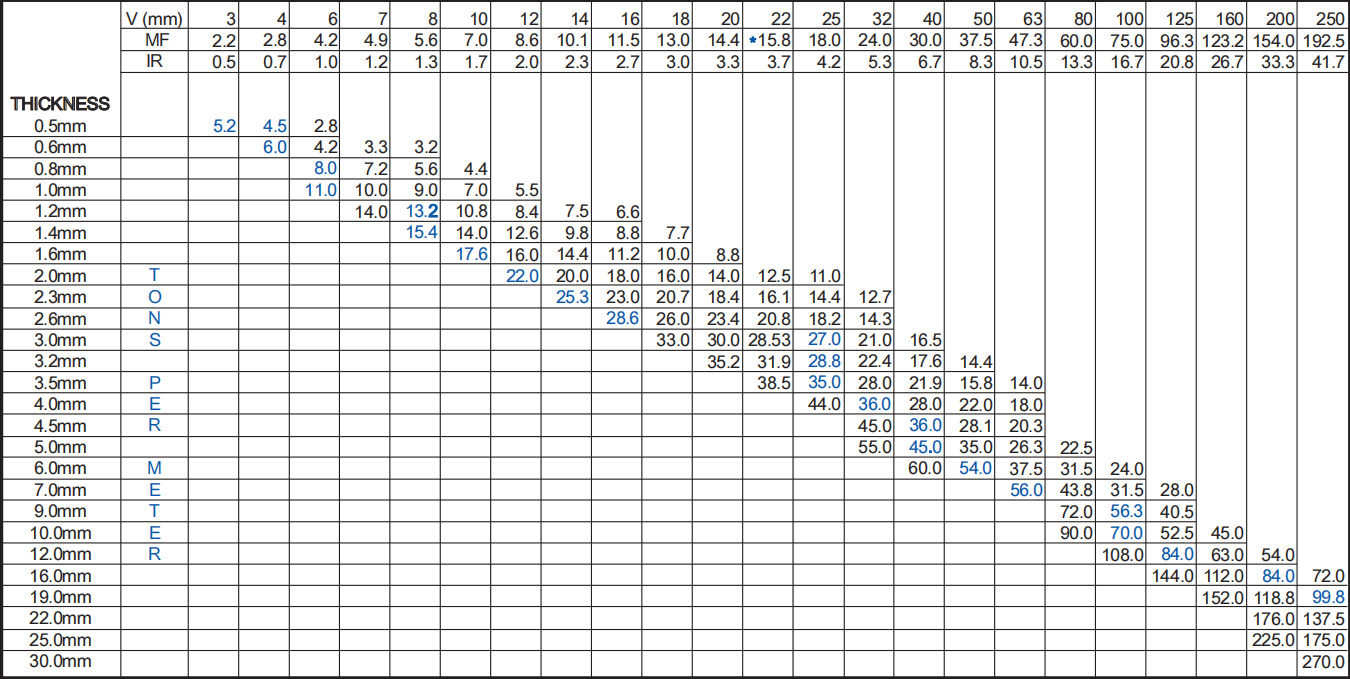
Recommended bottom tool opening V for air bending
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 | |
| Lead time (days) | 10 | 25 | To be negotiated | |
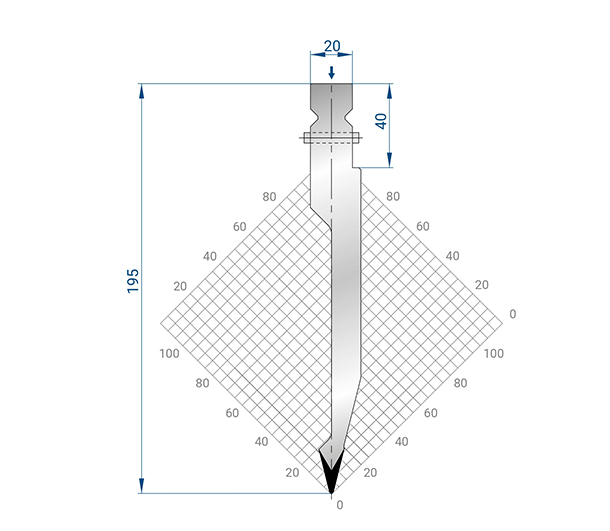
Пресс-форма гибочной машины – это вспомогательный инструмент, используемый гибочной машиной для формирования листа и его обработки.Этот вид инструмента состоит из различных частей, а различные пресс-формы состоят из различных частей и форм.Изменение формы изделий из материала (в основном листового металла) происходит главным образом за счет изменения физического состояния формующего материала под действием давления гибочной машины, что позволяет изделиям из материала приобретать нужную нам форму.
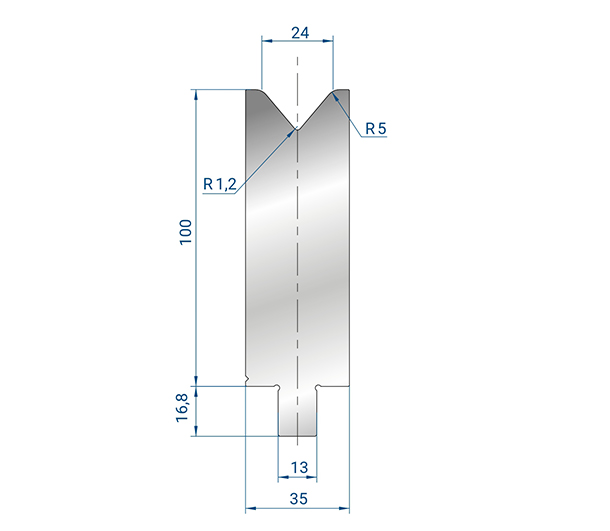
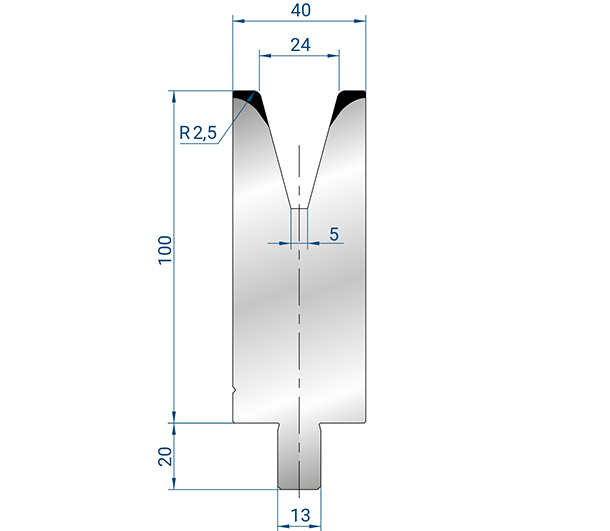
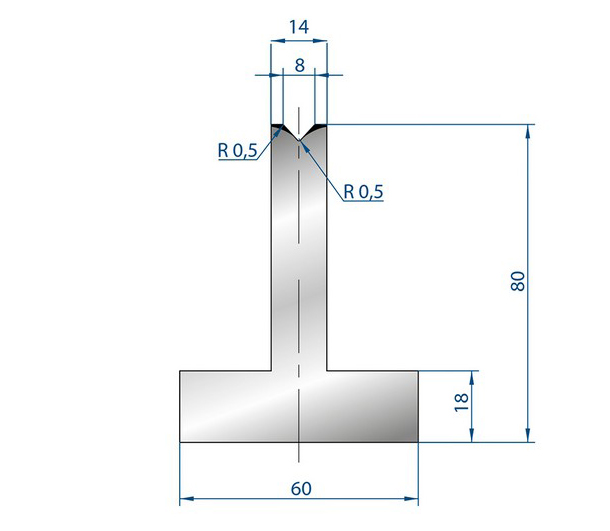
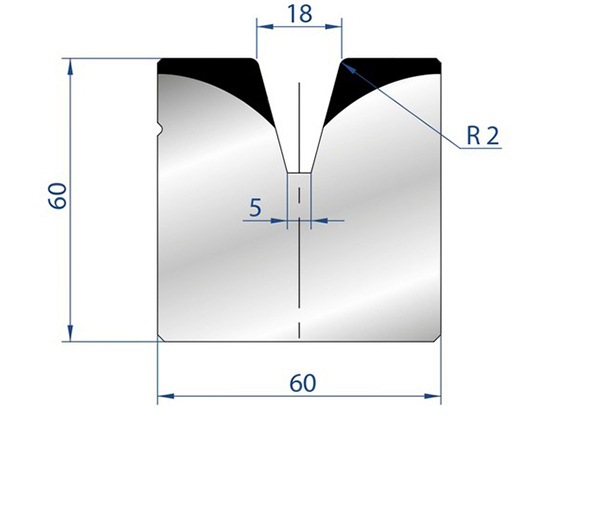
В зависимости от количества канавок в пресс-форме нижнюю форму гибочной машины можно условно разделить на одинарную V-образную форму, двойную V-образную форму и много-V-образную форму.То есть на поверхности пресс-форм с одинарным и двойным V-образным сечением, которые очень распространены в гибочных станках с ЧПУ и отличаются высокой точностью, имеется только одна или две формовочные канавки.Поскольку он имеет фиксированный эталон, мы также называем его концентрической формой, которую можно заменить по желанию.Нижняя форма multi-V в основном представляет собой квадратную форму с несколькими канавками на четырех поверхностях и различными размерами.Преимущество заключается в том, что в пресс-форме имеется множество канавок, которые могут адаптироваться к изгибу пластин различной толщины.
В настоящее время, с непрерывным развитием общества, требования к продукции также постоянно совершенствуются, различные требования к гибке готовых изделий и материалов также постоянно совершенствуются, и нижняя форма гибочной машины также постоянно совершенствуется.Встраиваемая нижняя форма, нижняя форма без углублений и нижняя форма с регулируемым открыванием широко используются во всех сферах жизни.
Требуемое усилие прессования при воздушной гибке на 90°, усилие в тоннах/метрах.
В таблицах ниже указан соответствующий тоннаж для воздушной гибки мягкой стали.
Усилие гибки для других металлов:
| Мягкий алюминий | Тонн на единицу длины x 50% |
| Алюминиевые сплавы термообработанные | Тонн на единицу длины x 100% |
| Нержавеющая сталь | Тонн на единицу длины x 150% |
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 |
| Lead time (days) | 10 | 25 | To be negotiated |
Заказ:
Минимальный заказ составляет 20,00 долл. США.
Специальные заказы:
Все специальные заказы не подлежат отмене, возврату и возмещению.
Условия оплаты:
Срок действия — 10 дней. Цены по каталогу могут быть изменены без предварительного уведомления.
Фрахт:
Заказы отправляются на условиях FOB с нашего производственного предприятия. (Международные перевозки осуществляются по правилам Инкотермс: Ex Works).
Отмена заказа:
В случае отмены заказа будет взиматься дополнительная плата для покрытия расходов на рабочую силу и материалы.
Возвращаемые материалы:
Ко всем продуктам, возвращаемым в счет погашения задолженности, будет применяться сбор за обработку/пополнение запасов. Номер разрешения на возврат и инструкции по доставке должны быть получены заранее, прежде чем товар можно будет вернуть.
Претензии:
Все претензии или претензии по нехватке продукта должны быть поданы в течение 30 дней с даты выставления счета.