Место происхождения: Аньхой, Китай
Фирменное наименование: FABMAX
Продукт: Гибочный станок
Название продукта: Венчающая система
Гарантия: 2 года
HRC: 47°±2°
Материал: 42CrMo
Цвет: Металлик
Допуск: 0,02 мм
Минимальное количество для заказа: 1 комплект
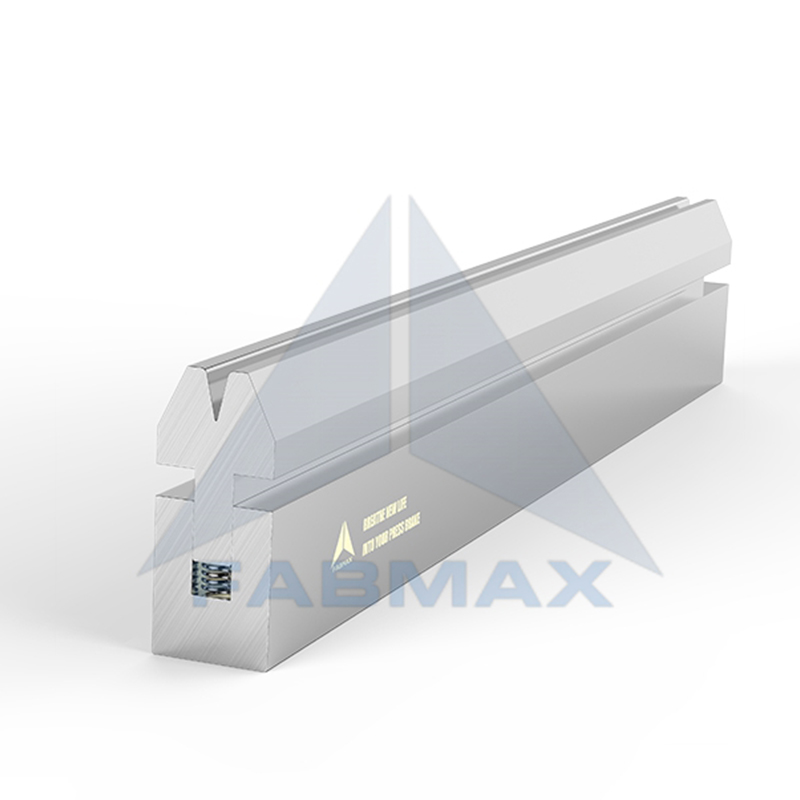
Свяжитесь с намиКомпенсационный стол в пресс-форме гибочной машины относится к механизму, предназначенному для компенсации прогиба корпуса гибочной машины и пуансона во время операции гибки.Даже при гибке толстых или длинных металлических пластин это обеспечивает равномерный изгиб по всей длине заготовки.
Основная функция компенсационного стола заключается в компенсации естественного прогиба конструкции гибочного станка при приложении большого изгибающего усилия.Это отклонение приведет к неравномерным углам изгиба и неравномерной толщине материала по ширине заготовки.
Существует множество типов компенсационных столов, используемых в гибочных станках,:
Гидравлическая компенсация
Механическая компенсация
Динамическая компенсация
Компенсационный стол необходим для достижения точных и воспроизводимых результатов гибки при работе гибочного станка, особенно при гибке длинных или толстых металлических пластин.Это помогает устранить такие дефекты, как несоответствие углов изгиба, тем самым повышая общее качество изготавливаемых деталей.
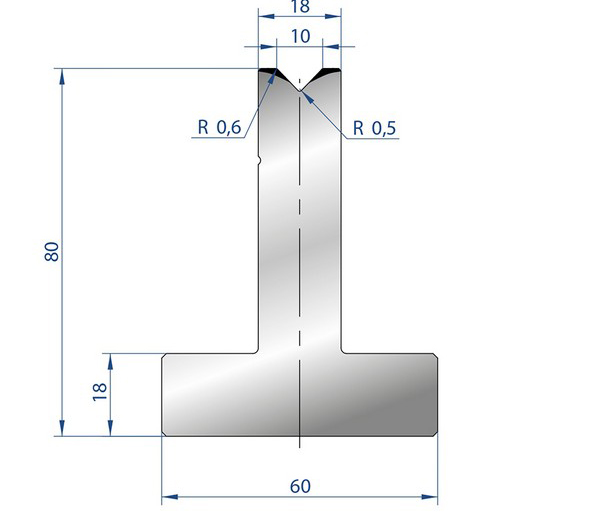
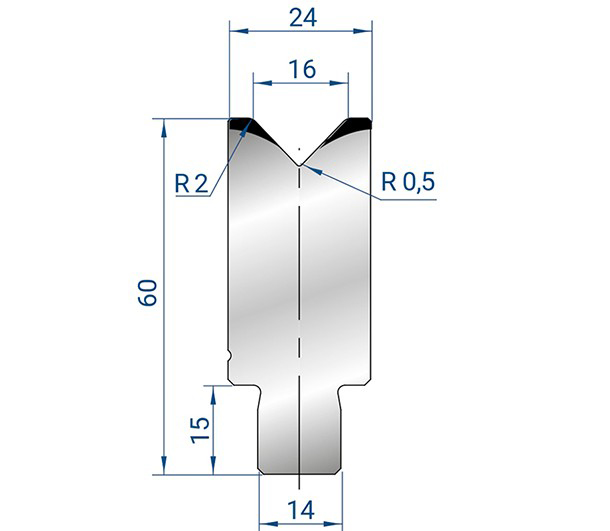
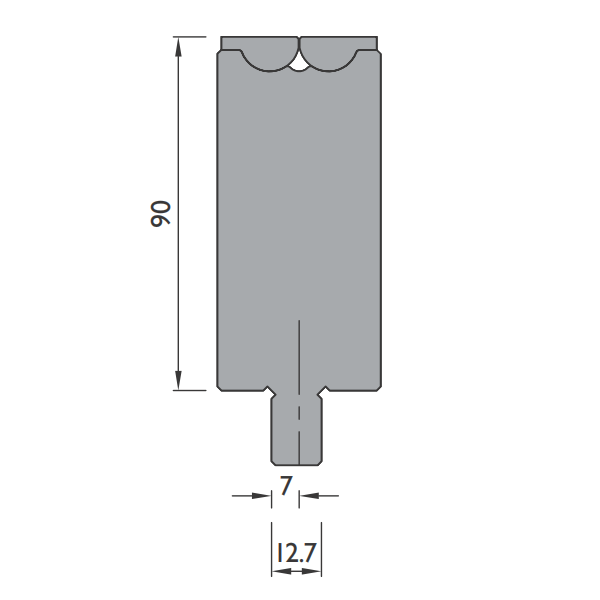
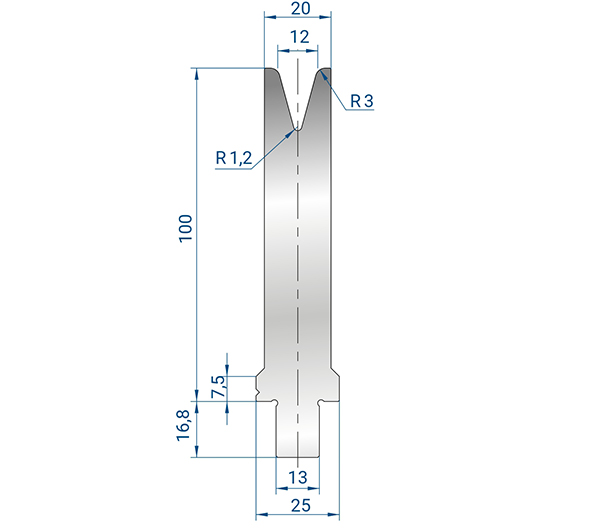
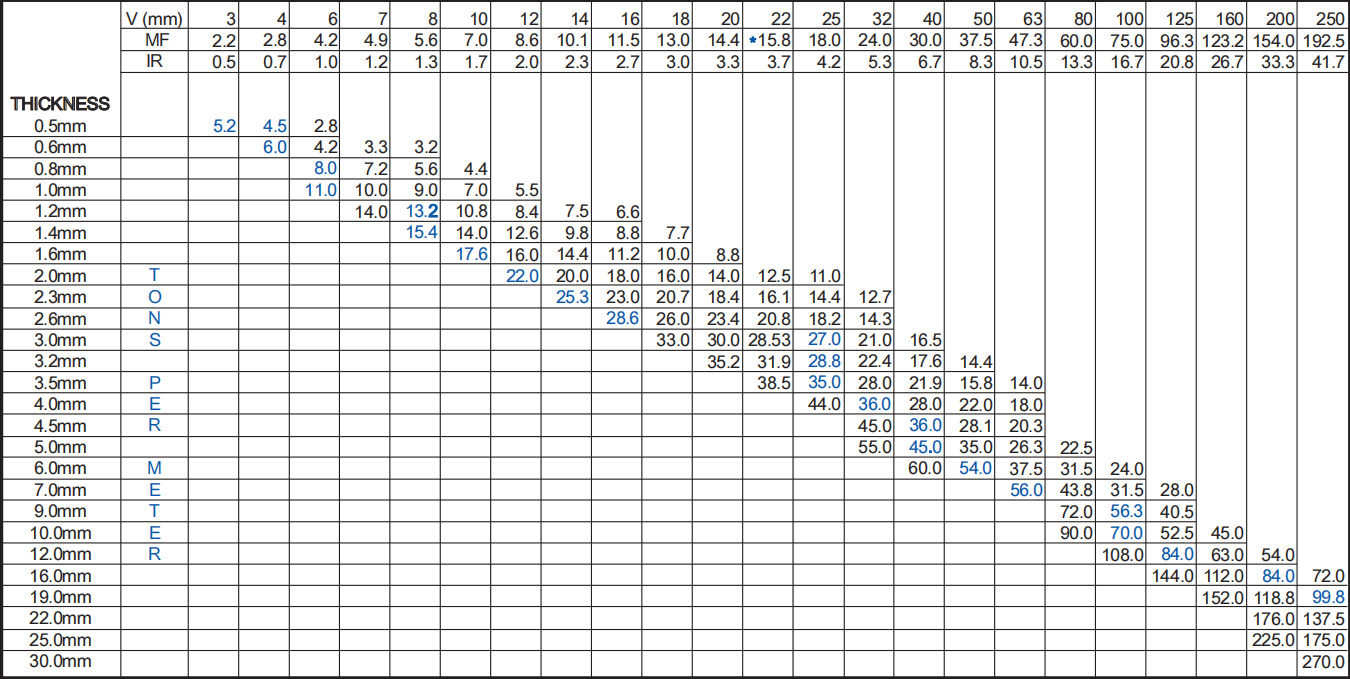
Recommended bottom tool opening V for air bending
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 | |
| Lead time (days) | 10 | 25 | To be negotiated | |
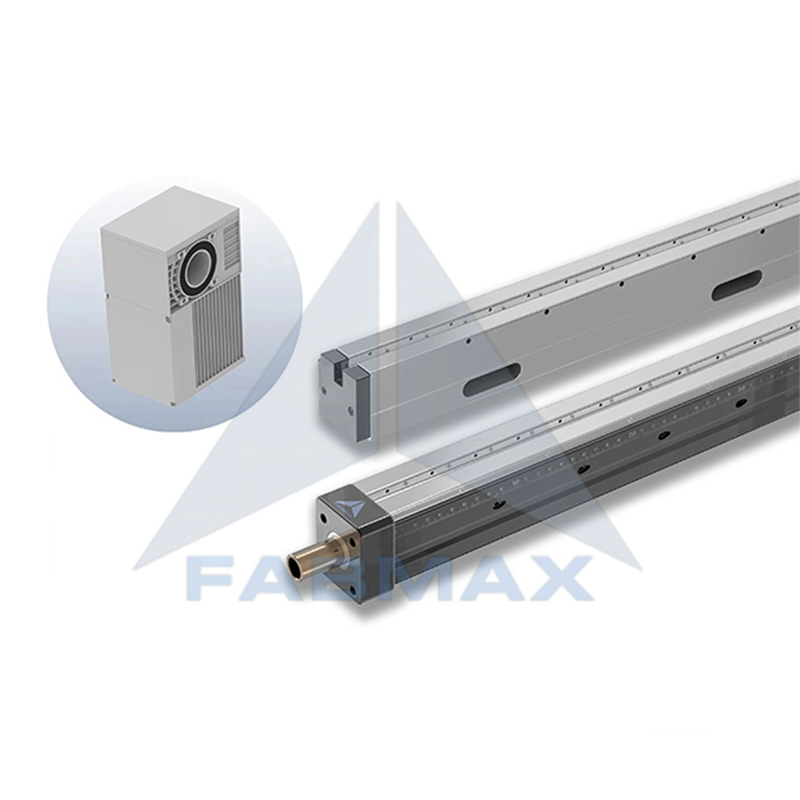
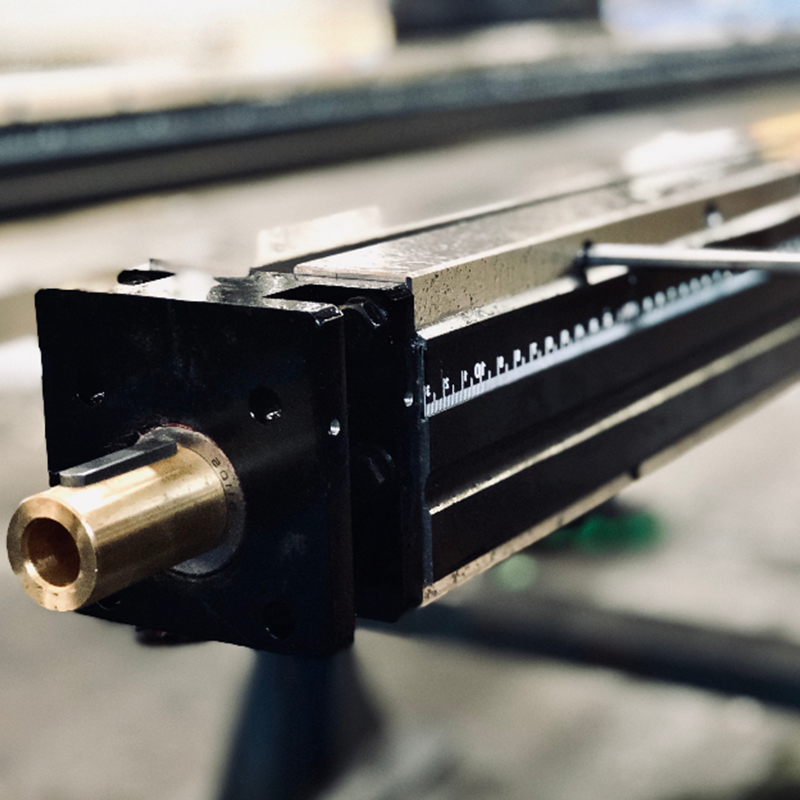
Система компенсационного стола в гибочной машине - это механизм, предназначенный для компенсации естественного прогиба верхней и нижней балок машины в процессе гибки. Он состоит из гидравлического или механического устройства, которое прикладывает усилие, направленное вверх по всей длине станины, чтобы компенсировать направленное вниз изгибающее усилие, создаваемое плунжером. Даже при гибке толстых или длинномерных материалов это помогает поддерживать постоянный угол изгиба по всей длине заготовки.
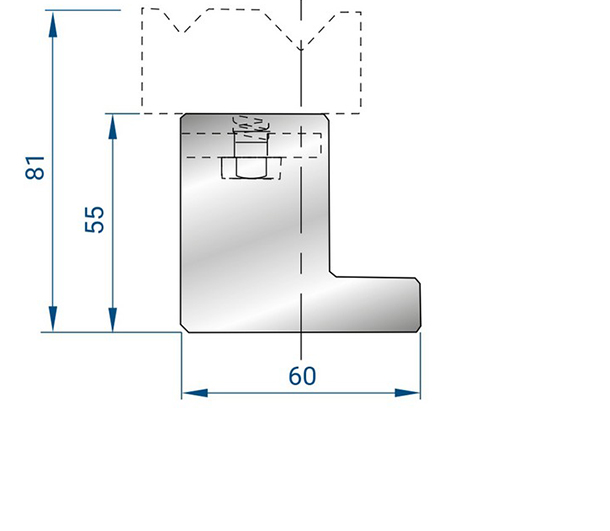
Компенсационный стол необходим для обеспечения точности операций гибки. Без этого прогиб деталей гибочного станка может привести к несоответствию углов изгиба, что приведет к дефектам деталей и потере материала. Благодаря регулируемому направленному вверх усилию вдоль станины выпуклая система помогает уменьшить влияние прогиба, тем самым обеспечивая точный и равномерный изгиб по всей длине заготовки.
Эффективность работы компенсационного стола напрямую влияет на точность изгиба. Хорошо спроектированная и правильно откалиброванная система изгиба гарантирует стабильное достижение требуемого угла изгиба при различной толщине и длине материала. Это позволяет производителям изготавливать высококачественные детали со строгими допусками в соответствии со спецификациями заказчика и сводить к минимуму необходимость в доработке или утилизации отходов.В целом, компенсационный стол играет ключевую роль в оптимизации точности и производительности процесса гибки на гибочном станке.
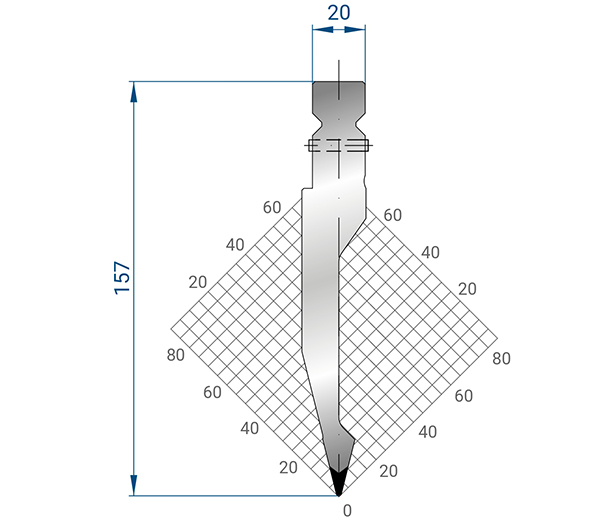
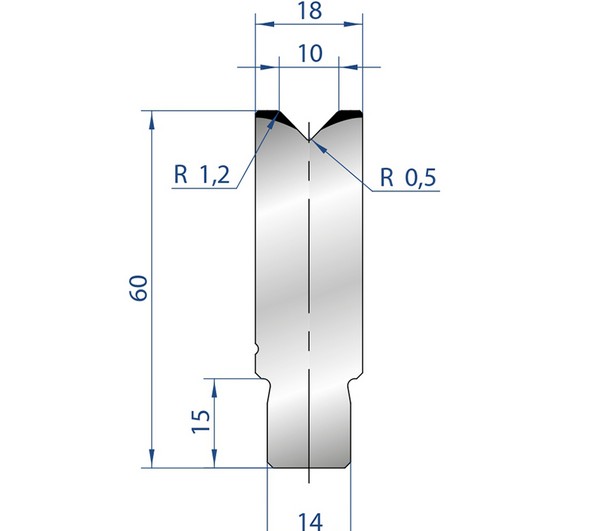
пуансоны и матрицы для гибочных прессов с различными системами крепления, таких как: Amada Promecam, Aliko, Yawei, Durma, Baykal, Accurl, Accurpress, LVD, Darley, Насо, Wila, Trumpf, Rolleri, UKB, Eurostamp и тд.
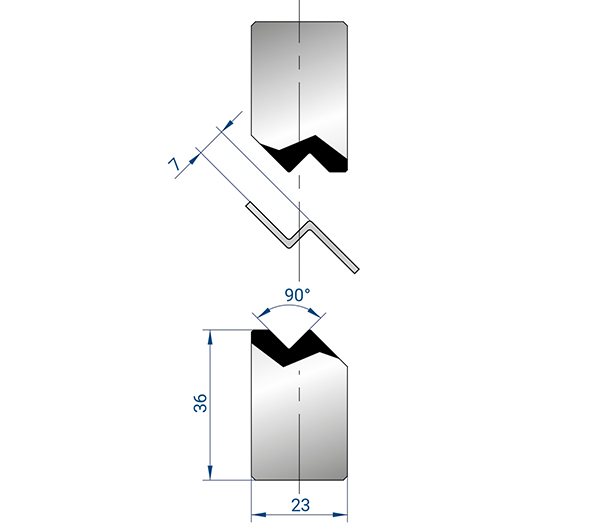
Требуемое усилие прессования при воздушной гибке на 90°, усилие в тоннах/метрах.
В таблицах ниже указан соответствующий тоннаж для воздушной гибки мягкой стали.
Усилие гибки для других металлов:
| Мягкий алюминий | Тонн на единицу длины x 50% |
| Алюминиевые сплавы термообработанные | Тонн на единицу длины x 100% |
| Нержавеющая сталь | Тонн на единицу длины x 150% |
| Material thickness “S” | 0.5-2.5mm | 3-8mm | 9-10mm | > 12mm |
| Bottom tool opening “V” | 6×t | 8×t | 10×t | 12×t |
| Aluminium | Rm=300N/mm2 | F=F( Гибочный стол /table)x0.65 | ||
| Mild steel | Rm=420N/mm2 | F=F( Гибочный стол/table)x0.65 | ||
| Stainless steel | Rm=700N/mm2 | F=F( Гибочный стол /table)x1.60 | ||
Determination of the bending force for air bending(reference data)
F=Rm*t2 /V×(1+4*t/V)
Conversion:Rm=tensile strength in N/mm2 10N≈1Kg 10kN≈1t
| Quantity(sets) | 1 | 2-100 | >100 |
| Lead time (days) | 10 | 25 | To be negotiated |
Заказ:
Минимальный заказ составляет 20,00 долл. США.
Специальные заказы:
Все специальные заказы не подлежат отмене, возврату и возмещению.
Условия оплаты:
Срок действия — 10 дней. Цены по каталогу могут быть изменены без предварительного уведомления.
Фрахт:
Заказы отправляются на условиях FOB с нашего производственного предприятия. (Международные перевозки осуществляются по правилам Инкотермс: Ex Works).
Отмена заказа:
В случае отмены заказа будет взиматься дополнительная плата для покрытия расходов на рабочую силу и материалы.
Возвращаемые материалы:
Ко всем продуктам, возвращаемым в счет погашения задолженности, будет применяться сбор за обработку/пополнение запасов. Номер разрешения на возврат и инструкции по доставке должны быть получены заранее, прежде чем товар можно будет вернуть.
Претензии:
Все претензии или претензии по нехватке продукта должны быть поданы в течение 30 дней с даты выставления счета.